Как сделать монтажную плату по электронной схеме. Изготовление высококачественных печатных плат в «домашних» условиях. Перенос проекта на стеклотекстолит
Печатная плата – это диэлектрическое основание, на поверхности и в объеме которого нанесены токопроводящие дорожки в соответствии с электрической схемой. Печатная плата предназначена для механического крепления и электрического соединения между собой методом пайки выводов, установленных на нее электронных и электротехнических изделий.
Операции по вырезанию заготовки из стеклотекстолита, сверлению отверстий и травление печатной платы для получения токоведущих дорожек в независимости от способа нанесения рисунка на печатную плату выполняются по одинаковой технологии.
Технология ручного способа нанесения
дорожек печатной платы
Подготовка шаблона
Бумага, на которой рисуется разводка печатной платы обычно тонкая и для более точного сверления отверстий, особенно в случае использования ручной самодельной дрели, чтобы сверло не вело в сторону, требуется сделать ее более плотной. Для этого нужно приклеить рисунок печатной платы на более плотную бумагу или тонкий плотный картон с помощь любого клея, например ПВА или Момент.

Вырезание заготовки
Подбирается заготовка фольгированного стеклотекстолита подходящего размера, шаблон печатной платы прикладывается к заготовке и обрисовывается по периметру маркером, мягким простым карандашом или нанесением риски острым предметом.

Далее стеклотекстолит режется по нанесенным линиям с помощью ножниц по металлу или выпиливается ножовкой по металлу. Ножницами отрезать быстрее, и нет пыли. Но надо учесть, что при резке ножницами стеклотекстолит сильно изгибается, что несколько ухудшает прочность приклейки медной фольги и если потребуется перепайка элементов, то дорожки могут отслоиться. Поэтому если плата большая и с очень тонкими дорожками, то лучше отрезать с помощью ножовки по металлу.

Приклеивается шаблон рисунка печатной платы на вырезанную заготовку с помощью клея Момент, четыре капли которого наносятся по углам заготовки.

Так как клей схватывается всего за несколько минут, то сразу можно приступать к сверлению отверстий под радиодетали.
Сверление отверстий
Сверлить отверстия лучше всего с помощью специального мини сверлильного станка твердосплавным сверлом диаметром 0,7-0,8 мм. Если мини сверлильного станка в наличии нет, то можно просверлить отверстия маломощной дрелью простым сверлом. Но при работе универсальной ручной дрелью количество переломанных сверл будет зависеть от твердости Вашей руки. Одним сверлом точно не обойдетесь.

Если сверло зажать не удается, то можно его хвостовик обернуть несколькими слоями бумаги или одним слоем наждачной шкурки. Можно на хвостовик намотать плотно виток к витку тонкой металлической проволочки.

После окончания сверления проверяется, все ли просверлены отверстия. Это хорошо видно, если посмотреть на печатную плату на просвет. Как видно, пропущенных отверстий нет.
Нанесение топографического рисунка
Для того, чтобы места фольги на стеклотекстолите, которые будут токопроводящими дорожками, защитить при травлении от разрушения, их необходимо покрыть маской, устойчивой к растворению в водном растворе. Для удобства рисования дорожек, их лучше предварительно наметить с помощью мягкого простого карандаша или маркера.
Перед нанесением разметки нужно обязательно удалить следы клея Момент, которым приклеивался шаблон печатной платы. Так как клей не сильно затвердел, то его легко можно удалить, скатав пальцем. Поверхность фольги так же нужно обязательно обезжирить с помощью ветоши любым средством, например ацетоном или уайт-спиртом (так называется очищенный бензин), можно и любым моющим средством для мытья посуды, например Ферри.

После разметки дорожек печатной платы можно приступать к нанесению их рисунка. Для рисования дорожек хорошо подходит любая водостойкая эмаль, например алкидная эмаль серии ПФ, разведенная до подходящей консистенции растворителем уайт-спиртом. Рисовать дорожки можно разными инструментами – стеклянным или металлическим рейсфедером, медицинской иглой и даже зубочисткой. В этой статье я расскажу, как рисовать дорожки печатных плат с помощью чертежного рейсфедера и балеринки, которые предназначены для черчения на бумаге тушью.

Раньше компьютеров не было и все чертежи чертили простыми карандашами на ватмане и затем переводили тушью на кальку, с которой с помощью копировальных аппаратов делали копии.
Нанесение рисунка начинают с контактных площадок, которые рисуют балеринкой. Для этого нужно отрегулировать зазор раздвижных губок рейсфедера балеринки до требуемой ширины линии и для установки диаметра круга выполнить регулировку вторым винтом отодвинув рейсфедер от оси вращения.
Далее рейсфедер балеринки на длину 5-10 мм наполняется с помощью кисточки краской. Для нанесения защитного слоя на печатную плату лучше всего подходит краска марки ПФ или ГФ, так как она медленно высыхает и позволяет спокойно работать. Краску марки НЦ тоже можно применять, но работать с ней сложно, так как она быстро сохнет. Краска должна хорошо ложиться и не растекаться. Перед рисованием красу нужно развести до жидкой консистенции, добавляя в нее понемногу при интенсивном перемешивании подходящий растворитель и пробуя рисовать на обрезках стеклотекстолита. Для работы с краской удобнее всего ее налить во флакон от маникюрного лака, в закрутке которого установлена кисточка, устойчивая к растворителям.
После регулировки рейсфедера балеринки и получения требуемых параметров линий можно приступить к нанесению контактных площадок. Для этого острая часть оси вставляется в отверстие и основание балеринки проворачивается по кругу.

При правильной настройке рейсфедера и нужной консистенции краски вокруг отверстий на печатной плате получаются окружности идеально круглой формы. Когда балеринка начинает плохо рисовать, из зазора рейсфедера тканью удаляются остатки подсохшей краски и рейсфедер заполняется свежей. чтобы обрисовать все отверстия на этой печатной плате окружностями понадобилось всего две заправки рейсфедера и не более двух минут времени.
Когда круглые контактные площадки на плате нарисованы, можно приступать к рисованию токопроводящих дорожек с помощью ручного рейсфедера. Подготовка и регулировка ручного рейсфедера не отличается от подготовки балеринки.
Единственное, что дополнительно понадобится, так это плоская линейка, с приклеенными на одной из ее сторон по краям кусочками резины, толщиной 2,5-3 мм, чтобы линейка при работе не скользила и стеклотекстолит, не касаясь линейки, мог свободно проходить под ней. Лучше всего подходит в качестве линейки деревянный треугольник, он устойчив и одновременно может служить при рисовании печатной платы опорой для руки.

Чтобы печатная плата при рисовании дорожек не скользила, желательно ее разместить на лист наждачной бумаги, представляющий собой два склепных между собой бумажными сторонами наждачных листа.

Если при рисовании дорожек и окружностей они соприкоснулись, то не стоит принимать никаких мер. Нужно дать краске на печатной плате подсохнуть до состояния, когда она не будет пачкать при прикосновении и с помощью острия ножа удалить лишнюю часть рисунка. Чтобы краска быстрее высохла плату нужно расположить в теплом месте, например в зимнее время на батарею отопления. В летнее время года - под лучи солнца.

Когда рисунок на печатной плате полностью нанесен и исправлены все дефекты можно переходить к ее травлению.
Технология нанесения рисунка печатной платы
с помощью лазерного принтера
При печати на лазерном принтере происходит перенос за счет электростатики образованного тонером изображения с фото барабана, на котором лазерный луч нарисовал изображение, на бумажный носитель. Тонер удерживается на бумаге, сохраняя изображение, только за счет электростатики. Для закрепления тонера бумага прокатывается между валиками, один из которых является термопечкой, разогретой до температуры 180-220°C. Тонер расплавляется и проникает в текстуру бумаги. После остывания тонер отвердевает и прочно удерживается на бумаге. Если бумагу опять нагреть до 180-220°C, то тонер опять станет жидким. Это свойство тонера и используется для переноса изображения токоведущих дорожек на печатную плату в домашних условиях.
После того, как файл с рисуночком печатной платы готов, необходимо его распечатать с помощью лазерного принтера на бумажный носитель. Обратите внимание, изображение рисунка печатной платы для данной технологии должно иметь вид со стороны установки деталей! Струйный принтер для этих целей не подходит, так как работает на другом принципе.
Подготовка бумажного шаблона для переноса рисунка на печатную плату
Если напечатать рисунок печатной платы на обыкновенной бумаге для офисной техники, то из-за пористой ее структуры, тонер глубоко проникнет в тело бумаги и при переносе тонера на печатную плату, большая часть его останется в бумаге. В дополнение будут сложности с удалением бумаги с печатной платы. Придется ее долго размачивать в воде. Поэтому для подготовки фотошаблона необходима бумага, не имеющая пористую структуру, например фотобумага, подложка от самоклеящихся пленок и этикеток, калька, страницы от глянцевых журналов.
В качестве бумаги для печати рисунка печатной платы я использую кальку из старых запасов. Калька очень тонкая и печатать шаблон непосредственно на ней невозможно, она в принтере заминается. Для решения этой проблемы, нужно перед печатью на кусок кальки требуемого размера по углам нанести по капельке любого клея и приклеить на лист офисной бумаги А4.

Такой прием позволяет распечатывать рисунок печатной платы даже на самой тонкой бумаге или пленке. Для того, чтобы толщина тонера рисунка была максимальной, перед печатью, нужно выполнить настройку «Свойств принтера», отключив режим экономной печати, а если такая функция не доступна, то выбрать самый грубый тип бумаги, например картон или что то подобное. Вполне возможно с первого раза хороший отпечаток не получится, и придется немного поэкспериментировать, подобрав наилучший режим печати лазерного принтера. В полученном отпечатке рисунка дорожки и контактные площадки печатной платы должны быть плотными без пропусков и смазывания, так как ретушь на данном технологическом этапе бесполезна.

Осталось обрезать кальку по контуру и шаблон для изготовления печатной платы будет готов и можно приступать к следующему шагу, переносу изображения на стеклотекстолит.
Перенос рисунка с бумаги на стеклотекстолит
Перенос рисунка печатной платы является самым ответственным этапом. Суть технологии проста, бумага, стороной напечатанного рисунка дорожек печатной платы прикладывается к медной фольге стеклотекстолита и с большим усилием прижимается. Далее этот бутерброд разогревается до температуры 180-220°C и затем охлаждается до комнатной. Бумага отдирается, а рисунок остается на печатной плате.
Некоторые умельцы предлагают переносить рисунок с бумаги на печатную плату, используя электроутюг. Я пробовал такой способ, но результат получался нестабильным. Сложно обеспечить одновременно нагрев тонера до нужной температуры и равномерный прижим бумаги ко всей поверхности печатной платы при затвердевании тонера. В результате рисунок переносится не полностью и остаются пробелы в рисунке дорожек печатной платы. Возможно, утюг не достаточно нагревался, хотя регулятор был выставлен на максимальный нагрев утюга. Вскрывать утюг и перенастраивать терморегулятор не хотелось. Поэтому я воспользовался другой технологией, менее трудоемкой и обеспечивающей сто процентный результат.
На вырезанную в размер печатной платы и обезжиренную ацетоном заготовку фольгированного стеклотекстолита приклеил по углам кальку с напечатанным на ней рисунком. На кальку сверху положил, для более равномерного прижима, пяток листиков офисной бумаги. Полученный пакет положил на лист фанеры и сверху накрыл листом такого же размера. Весь этот бутерброд зажал с максимальной силой в струбцинах.

Осталось нагреть сделанный бутерброд до температуры 200°C и остудить. Для нагрева идеально подходит электродуховка с регулятором температуры. Достаточно поместить сотворенную конструкцию в шкаф, дождаться набора заданной температуры и через полчаса извлечь плату для остывания.

Если электродуховки в распоряжении нет, то можно воспользоваться и газовой духовкой, отрегулировав температуру ручкой подачи газа по встроенному термометру. Если термометра нет или он неисправен, то могут помочь женщины, подойдет положение ручки регулятора, при котором пекут пироги.

Так как концы фанеры покоробило, на всякий случай зажал их дополнительными струбцинами. чтобы избежать подобного явления, лучше печатную плату зажимать между металлическими листами толщиной 5-6 мм. Можно просверлить в их углах отверстия и зажимать печатные платы, стягивать пластины с помощью винтов с гайками. М10 будет достаточно.
Через полчаса конструкция остыла достаточно, чтобы тонер затвердел, плату можно извлекать. При первом же взгляде на извлеченную печатную плату становится понятно, что тонер перешел с кальки на плату отлично. Калька плотно и равномерно прилегала по линиям печатных дорожек, кольцам контактных площадок и буквам маркировки.

Калька легко оторвалась практически от всех дорожек печатной платы, остатки кальки были удалены с помощью влажной ткани. Но все, же не обошлось без пробелов в нескольких местах на печатных дорожках. Такое может случиться в результате неравномерности печати принтера или оставшейся грязи или коррозии на фольге стеклотекстолита. Пробелы можно закрасить любой водостойкой краской, маникюрным лаком или заретушировать маркером.

Для проверки пригодности маркера для ретуши печатной платы, нужно нарисовать ним на бумаге линии и бумагу смочить водой. Если линии не расплывутся, значит, маркер для ретуши подходит.

Травить печатную плату в домашних условиях лучше всего в растворе хлорного железа или перекиси водорода с лимонной кислотой. После травления тонер с печатных дорожек легко удаляется тампоном, смоченным в ацетоне.
Затем сверлятся отверстия, лудятся токопроводящие дорожки и контактные площадки, запаиваются радиоэлементы.

Такой вид приняла печатная плата с установленными на ней радиодеталями. Получился блок питания и коммутации для электронной системы, дополняющий обыкновенный унитаз функцией биде .
Травление печатной платы
Для удаления медной фольги с незащищенных участков фольгированного стеклотекстолита при изготовлении печатных плат в домашних условиях радиолюбители обычно используют химический способ. Печатная плата помещается в травильный раствор и за счет химической реакции медь, незащищенная маской, растворяется.
Рецепты травильных растворов
В зависимости от доступности компонентов радиолюбители применяют один из растворов, приведенных в таблице ниже. Травильные растворы расположены в порядке популярности их применения радиолюбителями в домашних условиях.
| Наименование раствора | Состав | Количество | Технология приготовления | Достоинства | Недостатки |
|---|---|---|---|---|---|
| Перекись водорода плюс лимонная кислота | Перекись водорода (H 2 O 2) | 100 мл | В 3% растворе перекиси водорода растворить лимонную кислоту и поваренную соль | Доступность компонентов, высокая скорость травления, безопасность | Не хранится |
| Лимонная кислота (C 6 H 8 O 7) | 30 г | ||||
| Поваренная соль (NaCl) | 5 г | ||||
| Водный раствор хлорного железа | Вода (H 2 O) | 300 мл | В теплой воде растворить хлорное железо | Достаточная скорость травления, повторное использование | Невысокая доступность хлорного железа |
| Хлорное железо (FeCl 3) | 100 г | Перекись водорода плюс соляная кислота | Перекись водорода (H 2 O 2) | 200 мл | В 3% раствор перекиси водорода влить 10% соляную кислоту | Высокая скорость травления, повторное использование | Требуется высокая аккуратность |
| Соляная кислота (HCl) | 200 мл | ||||
| Водный раствор медного купороса | Вода (H 2 O) | 500 мл | В горячей воде (50-80°С) растворить поваренную соль, а затем медный купорос | Доступность компонентов | Ядовитость медного купороса и медленное травление, до 4 часов |
| Медный купорос (CuSO 4) | 50 г | ||||
| Поваренная соль (NaCl) | 100 г | ||||
Травить печатные платы в металлической посуде не допускается . Для этого нужно использовать емкость из стекла, керамики или пластика. Утилизировать отработанный травильный раствор допускается в канализацию.
Травильный раствор из перекиси водорода и лимонной кислоты
Раствор на основе перекиси водорода с растворенной в ней лимонной кислотой является самым безопасным, доступным и быстро работающим. Из всех перечисленных растворов по всем критериям это лучший.

Перекись водорода можно приобрести в любой аптеке. Продается в виде жидкого 3% раствора или таблеток под названием гидроперит. Для получения жидкого 3% раствора перекиси водорода из гидроперита нужно в 100 мл воды растворить 6 таблеток весом 1,5 грамма.
Лимонная кислота в виде кристаллов продается в любом продуктовом магазине, расфасованная в пакетиках весом 30 или 50 грамм. Поваренная соль найдется в любом доме. 100 мл травильного раствора хватит на удаление медной фольги толщиной 35 мкм с печатной платы площадью 100 см 2 . Отработанный раствор не хранится и повторному использованию не подлежит. Кстати, лимонную кислоту можно заменить уксусной, но из-за ее едкого запаха травить печатную плату придется на открытом воздухе.
Травильный раствор на основе хлорного железа
Вторым по популярности травильным раствором является водный раствор хлорного железа. Ранее он был самым популярным, так как на любом промышленном предприятии хлорное железо было легко достать.

Травильный раствор не требователен к температуре, травит достаточно быстро, но скорость травления снижается по мере расходования хлорного железа в растворе.

Хлорное железо очень гигроскопично и поэтому из воздуха быстро впитывает воду. В результате на дне банки появляется желтая жидкость. Это не влияет на качество компонента и такое хлорное железо пригодно для приготовления травильного раствора.
Если использованный раствор хлорного железа хранить в герметичной таре, то его можно использовать многократно. Подлежит регенерации, достаточно в раствор насыпать железных гвоздей (они сразу покроются рыхлым слоем меди). При попадании на любые поверхности оставляет трудноудаляемые желтые пятна. В настоящее время раствор хлорного железа для изготовления печатных плат применяют реже в связи с его дороговизной.
Травильный раствор на основе перекиси водорода и соляной кислоты
Отличный травильный раствор, обеспечивает высокую скорость травления. Соляную кислоту при интенсивном помешивании вливают в 3% водный раствор перекиси водорода тоненькой струйкой. Вливать перекись водорода в кислоту недопустимо! Но из-за наличия в травильном растворе соляной кислоты при травлении платы нужно соблюдать большую осторожность, так как раствор разъедает кожу рук и портит все, на что попадает. По этой причине травильный раствор с соляной кислотой в домашних условиях использовать не рекомендуется.
Травильный раствор на основе медного купороса
Метод изготовления печатных плат с применение медного купороса обычно используют в случае невозможности изготовления травильного растворов на основе других компонентов из-за их недоступности. Медный купорос является ядохимикатом и широко применяется для борьбы с вредителями в сельском хозяйстве. В дополнение время травления печатной платы составляет до 4 часов, при этом необходимо поддерживать температуру раствора 50-80°С и обеспечить постоянную смену раствора у стравливаемой поверхности.
Технология травления печатных плат
Для травления платы в любом из вышеперечисленных травильных растворов подойдет стеклянная, керамическая или пластиковая посуда, например от молочных продуктов питания. Если под рукой подходящего размера емкости не оказалось, то можно взять любую коробку из плотной бумаги или картона подходящего размера и выстелить ее внутренность полиэтиленовой пленкой. В емкость наливается травильный раствор и на его поверхность аккуратно рисунком вниз кладется печатная плата. За счет сил поверхностного натяжения жидкости и небольшого веса плата будет плавать.

Для удобства к центру платы клеем момент можно приклеить пробку от пластиковой бутылки. Пробка одновременно будет служить ручкой и поплавком. Но тут есть опасность, что на плате образуются пузырьки воздуха и в этих местах медь не вытравится.

Чтобы обеспечить равномерное вытравливание меди можно положить печатную плату на дно емкости вверх рисунком и периодически покачивать ванночку рукой. Через некоторое время, в зависимости от травильного раствора, начнут появляться участки без меди, а затем медь растворится полностью на всей поверхности печатной платы.

После окончательного растворения меди в травильном растворе печатную плату извлекают из ванночки и тщательно промывают под струей проточной воды. Тонер удаляется с дорожек ветошью, смоченной в ацетоне, а краска хорошо удаляется ветошью, смоченной в растворителе, который добавлялся в краску для получения нужной ее консистенции.
Подготовка печатной платы к монтажу радиодеталей
Следующий шаг, это подготовка печатной платы к монтажу радиоэлементов. После снятия с платы краски, дорожки нужно обработать круговыми движениями мелкой наждачной бумагой. Увлекаться не нужно, потому что медные дорожки тонкие и можно легко их сточить. Достаточно всего нескольких проходов абразивом со слабым прижимом.

Далее токоведущие дорожки и контактные площадки печатной платы покрываются спирто-канифольным флюсом и лудятся мягким припоем эклектическим паяльником. чтобы отверстия на печатной плате, не затягивались припоем, его на жало паяльника нужно брать немного.

После завершения изготовления печатной платы, останется только вставить в предназначенные позиции радиодетали и запаять их выводы к площадкам. Перед пайкой ножки деталей нужно обязательно смочить спирто-канифольным флюсом. Если ножки радиодеталей длинные, то их нужно перед пайкой обрезать бокорезами до длины выступания над поверхностью печатной платы 1-1,5 мм. После окончания монтажа деталей нужно удалить остатки канифоли с помощью любого растворителя - спирта, уайт-спирта или ацетона. Они все успешно растворяю канифоль.

На воплощение этой простой схемы емкостного реле от разводки дорожек для изготовления печатной платы до создания действующего образца ушло не более пяти часов, гораздо меньше, чем на верстку этой страницы.
Таити!.. Таити!..
Не были мы ни на каком Таити!
Нас и тут неплохо кормят!
© Кот из мультика
Вступление с отступлением
Как в бытовых и лабораторных условиях делали платы раньше? Способов было несколько например:
- рисовали будущие проводники рейсфедерами;
- гравировали и резали резаками;
- наклеивали скотч или изоленту, потом рисунок вырезали скальпелем;
- изготавливали простейшие трафареты с последующим нанесением рисунка с помощью аэрографа.
Недостающие элементы дорисовывали рейсфедерами и ретушировали скальпелем.
Это был длительный и трудоемкий процесс, требующий от «рисователя» недюжинных художественных способностей и аккуратности. Толщина линий с трудом укладывалась в 0,8 мм, точность повторения была никакая, каждую плату нужно было рисовать отдельно, что сильно сдерживало выпуск даже очень маленькой партии печатных плат (далее ПП ).
Что же мы имеем сегодня?
Прогресс не стоит на месте. Времена, когда радиолюбители рисовали ПП каменными топорами на шкурах мамонтов, канули в лету. Появление на рынке общедоступной химии для фотолитографии открывает перед нами совсем иные перспективы производства ПП без металлизации отверстий в домашних условиях.
Коротко рассмотрим химию, используемую сегодня для производства ПП.
Фоторезист
Можно использовать жидкий или пленочный. Пленочный в данной статье рассматривать не будем вследствие его дефицитности, сложностей прикатывания к ПП и более низкого качества получаемых на выходе печатных плат.
После анализа предложений рынка я остановился на POSITIV 20 в качестве оптимального фоторезиста для домашнего производства ПП.
Назначение:
POSITIV 20 фоточувствительный лак. Используется при мелкосерийном изготовлении печатных плат, гравюр на меди, при проведении работ, связанных с переносом изображений на различные материалы.
Свойства:
Высокие экспозиционные характеристики обеспечивают хорошую контрастность переносимых изображений.
Применение:
Применяется в областях, связанных с переносом изображений на стекло, пластики, металлы и пр. при мелкосерийном производстве. Способ применения указан на баллоне.
Характеристики:
Цвет: синий
Плотность: при 20°C 0,87 г/см 3
Время высыхания: при 70°C 15 мин.
Расход: 15 л/м 2
Максимальная фоточувствительность: 310-440 нм
В инструкции к фоторезисту написано, что хранить его можно при комнатной температуре и он не подвержен старению. Категорически не согласен! Хранить его нужно в прохладном месте, например, на нижней полке холодильника, где обычно поддерживается температура +2 +6°C. Но ни в коем случае не допускайте отрицательных температур!
Если использовать фоторезисты, продаваемые «на розлив» и не имеющие светонепроницаемой упаковки, требуется позаботиться о защите от света. Хранить нужно в полной темноте и температуре +2 +6°C.
Просветитель
Аналогично, наиболее подходящим просветителем я считаю постоянно используемый мной TRANSPARENT 21.
Назначение:
Позволяет непосредственно переносить изображения на поверхности, покрытые светочувствительной эмульсией POSITIV 20 или другим фоторезистом.
Свойства:
Придает прозрачность бумаге. Обеспечивает пропускание ультрафиолетовых лучей.
Применение:
Для быстрого переноса контуров рисунков и схем на подложку. Позволяет значительно упростить процесс репродуцирования и сократить временны
е затраты.
Характеристики:
Цвет: прозрачный
Плотность: при 20°C 0,79 г/см 3
Время высыхания: при 20°C 30 мин.
Примечание:
Вместо обычной бумаги с просветителем можно использовать прозрачную пленку для струйных или лазерных принтеров в зависимости от того, на чем будем печатать фотошаблон.
Проявитель фоторезиста
Существует много различных растворов для проявления фоторезиста.
Советуют проявлять с помощью раствора «жидкое стекло». Его химический состав: Na 2 SiO 3 *5H 2 O. Это вещество обладает огромным числом достоинств. Наиболее важным является то, что в нем очень трудно передержать ПП вы можете оставить ПП на не фиксированное точно время. Раствор почти не изменяет своих свойств при перепадах температуры (нет риска распада при увеличении температуры), также имеет очень большой срок хранения его концентрация остается постоянной не менее пары лет. Отсутствие проблемы передержки в растворе позволит увеличить его концентрацию для уменьшения времени проявления ПП. Рекомендуют смешивать 1 часть концентрата с 180 частями воды (чуть более 1,7 г силиката в 200 мл воды), но возможно сделать более концентрированную смесь, чтобы изображение проявлялось примерно за 5 секунд без риска разрушения поверхности при передержке. При невозможности приобретения силиката натрия используйте углекислый натрий (Na 2 СO 3) или углекислый калий (K 2 СO 3).
Не пробовал ни первое, ни второе, поэтому расскажу, чем проявляю без каких-либо проблем уже несколько лет. Я использую водный раствор каустической соды. На 1 литр холодной воды 7 граммов каустической соды. Если нет NaOH, применяю раствор KOH, вдвое увеличив концентрацию щелочи в растворе. Время проявления 30-60 секунд при правильной экспозиции. Если по истечении 2 минут рисунок не проявляется (или проявляется слабо), и начинает смываться фоторезист с заготовки значит, неправильно выбрано время экспозиции: нужно увеличивать. Если, наоборот, быстро проявляется, но смываются и засвеченные участки, и незасвеченные либо слишком велика концентрация раствора, либо низкое качество фотошаблона (ультрафиолет свободно проходит сквозь «черное»): нужно увеличивать плотность печати шаблона.
Растворы травления меди
Лишнюю медь с печатных плат стравливают с помощью разных травителей. Среди людей, занимающихся этим дома, зачастую распространены персульфат аммония, перекись водорода + соляная кислота, раствор медного купороса + поваренная соль.
Я всегда травлю хлорным железом в стеклянной посуде. При работе с раствором нужно быть осторожным и внимательным: при попадании на одежду и предметы остаются ржавые пятна, которые с трудом удаляются слабым раствором лимонной (сок лимона) или щавелевой кислоты.
Концентрированный раствор хлорного железа подогреваем до 50-60°C, в него погружаем заготовку, стеклянной палочкой с ватным тампоном на конце аккуратно и без усилия водим по участкам, где хуже стравливается медь, этим достигается более ровное травление по всей площади ПП. Если не выравнивать принудительно скорость, увеличивается требуемая продолжительность травления, а это со временем приводит к тому, что на участках, где медь уже стравилась, начинается подтравливание дорожек. В итоге имеем совсем не то, что хотели получить. Очень желательно обеспечить непрерывное перемешивание травильного раствора.
Химия для смывки фоторезиста
Чем проще всего смыть уже ненужный фоторезист после травления? После многократных проб и ошибок я остановился на обыкновенном ацетоне. Когда его нет смываю любым растворителем для нитрокрасок.
Итак, делаем печатную плату
С чего начинается высококачественная печатная плата? Правильно:
Создание высококачественного фотошаблона
Для его изготовления можно воспользоваться практически любым современным лазерным или струйным принтером. Учитывая, что мы используем в рамках данной статьи позитивный фоторезист, там, где на ПП должна остаться медь, принтер должен рисовать черным. Где не должно быть меди принтер ничего не должен рисовать. Очень важный момент при печати фотошаблона: требуется установить максимальный полив красителя (в настройках драйвера принтера). Чем более черными будут закрашенные участки, тем больше шансов получить великолепный результат. Цвет не нужен, достаточно черного картриджа. Из той программы (рассматривать программы не будем: каждый волен выбирать сам от PCAD до Paintbrush), в которой рисовался фотошаблон, печатаем на обычном листе бумаги. Чем выше разрешение при печати и чем качественнее бумага, тем выше будет качество фотошаблона. Рекомендую не ниже 600 dpi, бумага не должна быть сильно плотной. При печати учитываем, что той стороной листа, на которую наносится краска, шаблон будет класться на заготовку ПП. Если сделать иначе, края у проводников ПП будут размытыми, нечеткими. Даем просохнуть краске, если это был струйный принтер. Далее пропитываем бумагу TRANSPARENT 21, даем просохнуть и фотошаблон готов.
Вместо бумаги и просветителя можно и даже очень желательно использовать прозрачную пленку для лазерных (при печати на лазерном принтере) или струйных (для струйной печати) принтеров. Учтите, что у этих пленок стороны неравнозначны: только одна рабочая. Если будете использовать лазерную печать, крайне рекомендую сделать «сухой» прогон листа пленки перед печатью просто прогоните лист через принтер, имитируя печать, но ничего не печатая. Зачем это нужно? При печати фьюзер (печка) прогреет лист, что неизбежно приведет к его деформации. Как следствие ошибка в геометрии ПП на выходе. При изготовлении двусторонних ПП это чревато несовпадением слоев со всеми вытекающими А с помощью «сухого» прогона мы прогреем лист, он деформируется и будет готов к печати шаблона. При печати лист во второй раз пройдет сквозь печку, но деформация при этом будет куда менее значительной проверено неоднократно.
Если ПП несложная, можно нарисовать ее вручную в очень удобной программе с русифицированным интерфейсом Sprint Layout 3.0R (~650 КБ).

На подготовительном этапе рисовать не слишком громоздкие электрические схемы очень удобно в также русифицированной программе sPlan 4.0 (~450 КБ).

Так выглядят готовые фотошаблоны, распечатанные на принтере Epson Stylus Color 740:


Печатаем только черным, с максимальным поливом красителя. Материал прозрачная пленка для струйных принтеров.
Подготовка поверхности ПП к нанесению фоторезиста
Для производства ПП используются листовые материалы с нанесенной медной фольгой. Самые распространенные варианты с толщиной меди 18 и 35 мкм. Чаще всего для производства ПП в домашних условиях используются листовые текстолит (прессованная с клеем ткань в несколько слоев), стеклотекстолит (то же самое, но в качестве клея используются эпоксидные компаунды) и гетинакс (прессованная бумага с клеем). Реже ситтал и поликор (высокочастотная керамика в домашних условиях применяется крайне редко), фторопласт (органический пластик). Последний также применяется для изготовления высокочастотных устройств и, имея очень хорошие электротехнические характеристики, может использоваться везде и всюду, но его применение ограничивает высокая цена.
Прежде всего, необходимо убедиться в том, что заготовка не имеет глубоких царапин, задиров и тронутых коррозией участков. Далее желательно до зеркала отполировать медь. Полируем не особо усердствуя, иначе сотрем и без того тонкий слой меди (35 мкм) или, во всяком случае, добьемся разной толщины меди на поверхности заготовки. А это, в свою очередь, приведет к разной скорости вытравливания: быстрее стравится там, где тоньше. Да и более тонкий проводник на плате не всегда хорошо. Особенно, если он длинный и по нему будет течь приличный ток. Если медь на заготовке качественная, без грехов, то достаточно обезжирить поверхность.
Нанесение фоторезиста на поверхность заготовки
Располагаем плату на горизонтальной или слегка наклоненной поверхности и наносим состав из аэрозольной упаковки с расстояния примерно 20 см. Помним, что важнейший враг при этом пыль. Каждая частица пыли на поверхности заготовки источник проблем. Чтобы создать однородное покрытие, распыляем аэрозоль непрерывными зигзагообразными движениями, начиная из верхнего левого угла. Не применяйте аэрозоль в избыточных количествах, так как это вызывает нежелательные подтеки и приводит к образованию неоднородного по толщине покрытия, требующего более длительного времени экспозиции. Летом при высокой температуре окружающей среды может потребоваться повторная обработка, либо необходимо распылять аэрозоль с меньшего расстояния для уменьшения потерь от испарения. При распылении не наклоняйте баллон сильно это приводит к повышенному расходу газа-пропеллента и как следствие аэрозольный баллон прекращает работу, хотя в нем остается еще фоторезист. Если вы получаете неудовлетворительные результаты при аэрозольном нанесении фоторезиста, используйте центрифужное покрытие. В этом случае фоторезист наносится на плату, закрепленную на вращающемся столе с приводом 300-1000 оборотов в минуту. После окончания нанесения покрытия плата не должна подвергаться воздействию сильного света. По цвету покрытия можно приблизительно определить толщину нанесенного слоя:
- светло-серый синий 1-3 микрона;
- темно-серый синий 3-6 микрон;
- синий 6-8 микрон;
- темно-синий более 8 микрон.
На меди цвет покрытия может иметь зеленоватый оттенок.
Чем тоньше покрытие на заготовке, тем лучше результат.
Я всегда наношу фоторезист на центрифуге. В моей центрифуге скорость вращения 500-600 об/мин. Крепление должно быть простым, зажим производится только по торцам заготовки. Закрепляем заготовку, запускаем центрифугу, брызгаем на центр заготовки и наблюдаем, как фоторезист тончайшим слоем растекается по поверхности. Центробежными силами излишки фоторезиста будут сброшены с будущей ПП, поэтому очень рекомендую предусмотреть защитную стенку, чтобы не превратить рабочее место в свинарник. Я использую обыкновенную кастрюлю, в днище которой по центру сделано отверстие. Через это отверстие проходит ось электродвигателя, на которой установлена площадка крепления в виде креста из двух алюминиевых реек, по которым «бегают» уши зажима заготовок. Уши сделаны из алюминиевых уголков, зажимаемых на рейке гайкой типа «барашек». Почему алюминий? Маленькая удельная масса и, как следствие, меньше биения при отклонении центра массы вращения от центра вращения оси центрифуги. Чем точнее отцентрировать заготовку, тем меньше будут биения за счет эксцентриситета массы и тем меньше усилий потребуется для жесткого крепления центрифуги к основанию.
Фоторезист нанесен. Даем ему просохнуть в течение 15-20 минут, переворачиваем заготовку, наносим слой на вторую сторону. Даем еще 15-20 минут на сушку. Не забываем о том, что попадание прямого солнечного света и пальцев на рабочие стороны заготовки недопустимы.
Дубление фоторезиста на поверхности заготовки
Помещаем заготовку в духовку, плавно доводим температуру до 60-70°C. При этой температуре выдерживаем 20-40 минут. Важно, чтобы поверхностей заготовки ничто не касалось допустимы только касания торцов.
Выравнивание верхнего и нижнего фотошаблонов на поверхностях заготовки
На каждом из фотошаблонов (верхний и нижний) должны быть метки, по которым на заготовке нужно сделать 2 отверстия для совмещения слоев. Чем дальше друг от друга метки, тем выше точность совмещения. Обычно я их ставлю по диагонали шаблонов. По этим меткам на заготовке с помощью сверлильного станка строго под 90° сверлим два отверстия (чем тоньше отверстия, тем точнее совмещение я использую сверло 0,3 мм) и совмещаем по ним шаблоны, не забывая о том, что шаблон должен прикладываться к фоторезисту той стороной, на которую была произведена печать. Прижимаем шаблоны к заготовке тонкими стеклами. Стекла предпочтительнее всего использовать кварцевые они лучше пропускают ультрафиолет. Еще лучшие результаты дает оргстекло (плексиглас), но оно имеет неприятное свойство царапаться, что неизбежно скажется на качестве ПП. При небольших размерах ПП можно использовать прозрачную крышку от упаковки компакт-диска. За неимением таких стекол можно использовать и обычное оконное, увеличив время экспозиции. Важно, чтобы стекло было ровным, обеспечивая ровное прилегание фотошаблонов к заготовке, иначе невозможно будет получить качественные края дорожек на готовой ПП.

Заготовка с фотошаблоном под оргстеклом. Используем коробку из-под компакт-диска.
Экспозиция (засветка)
Время, требуемое для экспонирования, зависит от толщины слоя фоторезиста и интенсивности источника света. Лак-фоторезист POSITIV 20 чувствителен к ультрафиолетовым лучам, максимум чувствительности приходится на участок с длиной волны 360-410 нм.
Лучше всего экспонировать под лампами, диапазон излучения которых находится в ультрафиолетовой области спектра, но если такой лампы у вас нет можно использовать и обычные мощные лампы накаливания, увеличив время экспозиции. Не начинайте засветку до момента стабилизации освещения от источника необходимо, чтобы лампа прогрелась в течение 2-3 минут. Время экспозиции зависит от толщины покрытия и обычно составляет 60-120 секунд при расположении источника света на расстоянии 25-30 см. Используемые пластины стекла могут поглощать до 65% ультрафиолета, поэтому в таких случаях необходимо увеличивать время экспозиции. Лучшие результаты достигаются при использовании прозрачных плексигласовых пластин. При применении фоторезиста с длительным сроком хранения время экспонирования может потребоваться увеличить вдвое помните: фоторезисты подвержены старению!
Примеры использования различных источников света:


Лампы УФ-излучения
Каждую сторону экспонируем по очереди, после экспозиции даем выстояться заготовке 20-30 минут в затемненном месте.
Проявление экспонированной заготовки
Проявляем в растворе NaOH (каустическая сода) подробнее смотрите в начале статьи при температуре раствора 20-25°C. Если до 2 минут проявления нет мало время экспозиции. Если проявляется хорошо, но смываются и полезные участки вы перемудрили с раствором (слишком велика концентрация) или слишком велико время экспозиции при данном источнике излучения или фотошаблон низкого качества недостаточно насыщенный печатаемый черный цвет позволяет ультрафиолету засвечивать заготовку.
При проявлении я всегда очень бережно, без усилий «катаю» ватным тампоном на стеклянной палочке по тем местам, где должен смыться засвеченный фоторезист, это ускоряет процесс.
Промывка заготовки от щелочи и остатков отслоившегося засвеченного фоторезиста
Я делаю это под водопроводным краном обычной водопроводной водой.
Повторное дубление фоторезиста
Помещаем заготовку в духовку, плавно поднимаем температуру и при температуре 60-100°C выдерживаем 60-120 минут рисунок становится прочным и твердым.
Проверка качества проявления
Кратковременно (на 5-15 секунд) погружаем заготовку в подогретый до температуры 50-60°C раствор хлорного железа. Быстро промываем проточной водой. В местах, где фоторезиста нет, начинается интенсивное травление меди. Если где-то случайно остался фоторезист, аккуратно механически удаляем его. Удобно это делать обычным или офтальмологическим скальпелем, вооружившись оптикой (очки для пайки, лупа часовщика, лупа на штативе, микроскоп).
Травление
Травим в концентрированном растворе хлорного железа с температурой 50-60°C. Желательно обеспечить непрерывную циркуляцию травильного раствора. Плохо стравливающиеся места аккуратно «массируем» ватным тампоном на стеклянной палочке. Если хлорное железо свежеприготовленное, время травления обычно не превышает 5-6 минут. Промываем заготовку проточной водой.


Плата вытравлена
Как готовить концентрированный раствор хлорного железа? Растворяем в слегка (до 40°C) подогретой воде FeCl 3 до тех пор, пока не перестанет растворяться. Фильтруем раствор. Хранить нужно в затемненном прохладном месте в герметичной неметаллической упаковке в стеклянных бутылках, например.
Удаление уже ненужного фоторезиста
Смываем фоторезист с дорожек ацетоном или растворителем для нитрокрасок и нитроэмалей.
Сверление отверстий
Диаметр точки будущего отверстия на фотошаблоне желательно подбирать таким, чтобы впоследствии было удобно сверлить. Например, при требуемом диаметре отверстия 0,6-0,8 мм диаметр точки на фотошаблоне должен быть около 0,4-0,5 мм в таком случае сверло будет хорошо центроваться.
Желательно использовать сверла, покрытые карбидом вольфрама: сверла из быстрорежущих сталей очень быстро изнашиваются, хотя сталь можно применять для сверления одиночных отверстий большого диаметра (больше 2 мм), так как сверла с напылением карбида вольфрама такого диаметра слишком дорогие. При сверлении отверстий диаметром менее 1 мм лучше использовать вертикальный станок, иначе ваши сверла будут быстро ломаться. Если сверлить ручной дрелью неизбежны перекосы, ведущие к неточной стыковке отверстий между слоями. Движение сверху вниз на вертикальном сверлильном станке самое оптимальное с точки зрения нагрузки на инструмент. Карбидные сверла изготавливают с жестким (т.е. сверло точно соответствует диаметру отверстия) или с толстым (иногда называют «турбо-») хвостовиком, имеющим стандартный размер (обычно, 3,5 мм). При сверлении сверлами с карбидным напылением важно жестко закрепить ПП, так как такое сверло при движении вверх может приподнять ПП, перекосить перпендикулярность и вырвать фрагмент платы.
Сверла маленьких диаметров обычно вставляются либо в цанговый патрон (различных размеров), либо в трехкулачковый патрон. Для точной фиксации закрепление в трехкулачковом патроне не самый лучший вариант, и маленький размер сверла (меньше 1 мм) быстро делает желобки в зажимах, теряя хорошую фиксацию. Поэтому для сверл диаметром меньше 1 мм лучше использовать цанговый патрон. На всякий случай приобретите дополнительный набор, содержащий запасные цанги для каждого размера. Некоторые недорогие сверла производят с пластиковыми цангами выбросите их и купите металлические.
Для получения приемлемой точности необходимо правильно организовать рабочее место, то есть, во-первых, обеспечить хорошее освещение платы при сверлении. Для этого можно использовать галогенную лампу, прикрепив ее на штативе для возможности выбирать позицию (освещать правую сторону). Во-вторых, поднять рабочую поверхность примерно на 15 см выше столешницы для лучшего визуального контроля над процессом. Неплохо было бы удалять пыль и стружку в процессе сверления (можно использовать обычный пылесос), но это не обязательно. Надо отметить, что пыль от стекловолокон, образующаяся при сверлении, очень колкая и при попадании на кожу вызывает ее раздражение. И, наконец, при работе очень удобно пользоваться ножным включателем сверлильного станка.
Типичные размеры отверстий:
- переходные отверстия 0,8 мм и менее;
- интегральные схемы, резисторы и т.д. 0,7-0,8 мм;
- большие диоды (1N4001) 1,0 мм;
- контактные колодки, триммеры до 1,5 мм.
Старайтесь избегать отверстий диаметром менее 0,7 мм. Всегда держите не менее двух запасных сверл 0,8 мм и менее, так как они всегда ломаются именно в тот момент, когда вам срочно надо сделать заказ. Сверла 1 мм и больше намного надежнее, хотя и для них неплохо бы иметь запасные. Когда вам надо изготовить две одинаковые платы, то для экономии времени их можно сверлить одновременно. При этом необходимо очень аккуратно сверлить отверстия в центре контактной площадки около каждого угла ПП, а для больших плат отверстия, расположенные близко от центра. Положите платы друг на друга и, используя центрующие отверстия 0,3 мм в двух противоположных углах и штифты в качестве колышков, закрепите платы относительно друг друга.
При необходимости можно зенковать отверстия сверлами большего диаметра.
Лужение меди на ПП
Если нужно облудить дорожки на ПП, можно воспользоваться паяльником, мягким низкоплавким припоем, спиртоканифольным флюсом и оплеткой коаксиального кабеля. При больших объемах лудят в ванных, наполненных низкотемпературными припоями с добавлением флюсов.
Наиболее популярным и простым расплавом для лужения является легкоплавкий сплав «Розе» (олово 25%, свинец 25%, висмут 50%), температура плавления которого 93-96°C. Плату при помощи щипцов помещают под уровень жидкого расплава на 5-10 секунд и, вынув, проверяют, вся ли медная поверхность покрыта равномерно. При необходимости операцию повторяют. Сразу же после вынимания платы из расплава его остатки удаляют либо с помощью резинового ракеля, либо резким встряхиванием в направлении, перпендикулярном плоскости платы, удерживая ту в зажиме. Другим способом удаления остатков сплава «Розе» является нагрев платы в термошкафу и встряхивание. Операция может проводиться повторно для достижения монотолщинного покрытия. Чтобы предотвратить окисление горячего расплава, в емкость для лужения добавляют глицерин, так чтобы его уровень покрывал расплав на 10 мм. После окончания процесса плата отмывается от глицерина в проточной воде. Внимание! Данные операции предполагают работу с установками и материалами, находящимися под действием высокой температуры, поэтому для предотвращения ожога необходимо пользоваться защитными перчатками, очками и фартуками.
Операция лужения сплавом олово-свинец протекает аналогично, но более высокая температура расплава ограничивает область применения данного способа в условиях кустарного производства.
Не забудьте после лужения очистить плату от флюса и тщательно обезжирить.
Если у вас большое производство можно использовать химическое лужение.
Нанесение защитной маски
Операции с нанесением защитной маски в точности повторяют все, что было написано выше: наносим фоторезист, сушим, дубим, центруем фотошаблоны масок, экспонируем, проявляем, промываем и еще раз дубим. Само собой, пропускаем шаги с проверкой качества проявления, травлением, удалением фоторезиста, лужением и сверлением. В самом конце дубим маску в течение 2 часов при температуре около 90-100°C она станет прочной и твердой, как стекло. Образованная маска защищает поверхность ПП от внешнего воздействия и предохраняет от теоретически возможных замыканий при эксплуатации. Также она играет не последнюю роль при автоматической пайке не дает «сесть» припою на соседние участки, замыкая их.
Все, двусторонняя печатная плата с маской готова
Мне приходилось таким образом делать ПП с шириной дорожек и шагом между ними до 0,05 мм (!). Но это уже ювелирная работа. А без особых усилий можно делать ПП с шириной дорожки и шагом между ними 0,15-0,2 мм.
На плату, показанную на фотографиях, я маску не наносил не было такой необходимости.


Печатная плата в процессе монтажа на нее компонентов
А вот и само устройство, для которого делалась ПП:

Это сотовый телефонный мост, позволяющий в 2-10 раз снизить стоимость услуг мобильной связи ради этого стоило возиться с ПП;). ПП с распаянными компонентами находится в подставке . Раньше там было обыкновенное зарядное устройство для аккумуляторов мобильного телефона.
Дополнительная информация
Металлизация отверстий
В домашних условиях можно выполнить даже металлизацию отверстий. Для этого внутренняя поверхность отверстий обрабатывается 20-30-процентным раствором азотнокислого серебра (ляпис). Затем поверхность очищается ракелем и плата сушится на свету (можно использовать УФ-лампу). Суть этой операции в том, что под действием света азотнокислое серебро разлагается, и на плате остаются вкрапления серебра. Далее производится химическое осаждение меди из раствора: сернокислая медь (медный купорос) 2 г, едкий натр 4 г, нашатырный спирт 25-процентный 1 мл, глицерин 3,5 мл, формалин 10-процентный 8-15 мл, вода 100 мл. Срок хранения приготовленного раствора очень мал готовить нужно непосредственно перед применением. После осаждения меди плату промывают и сушат. Слой получается очень тонким, его толщину необходимо увеличить до 50 мкм гальваническим способом.
Раствор для нанесения медного покрытия гальваническим способом:
На 1 литр воды 250 г сульфата меди (медный купорос) и 50-80 г концентрированной серной кислоты. Анодом служит медная пластинка, подвешенная параллельно покрываемой детали. Напряжение должно быть 3-4 В, плотность тока 0,02-0,3 A/см 2 , температура 18-30°C. Чем меньше ток, тем медленнее идет процесс металлизации, но тем качественнее получаемое покрытие.

Фрагмент печатной платы, где видна металлизация в отверстии
Самодельные фоторезисты
Фоторезист на основе желатина и бихромата калия:
Первый раствор: 15 г желатина залить 60 мл кипяченой воды и оставить для набухания на 2-3 часа. После набухания желатина поставить емкость на водяную баню при температуре 30-40°C до полного растворения желатина.
Второй раствор: в 40 мл кипяченой воды растворить 5 г двухромовокислого калия (хромпик, порошок ярко-оранжевого цвета). Растворять при слабом рассеянном освещении.
В первый раствор при интенсивном перемешивании влить второй. В полученную смесь пипеткой добавить несколько капель нашатырного спирта до получения соломенного цвета. Фотоэмульсия наносится на подготовленную плату при очень слабом освещении. Плата сушится до «отлипа» при комнатной температуре в полной темноте. После экспонирования плату при слабом рассеянном освещении промыть в теплой проточной воде до удаления незадубленного желатина. Чтобы лучше оценить результат, можно окрасить участки с неудаленным желатином раствором марганцовки.
Усовершенствованный самодельный фоторезист:
Первый раствор: 17 г столярного клея, 3 мл водного раствора аммиака, 100 мл воды оставить для набухания на сутки, затем греть на водяной бане при 80°C до полного растворения.
Второй раствор: 2,5 г бихромата калия, 2,5 г бихромата аммония, 3 мл водного раствора аммиака, 30 мл воды, 6 мл спирта.
Когда первый раствор остынет до 50°C, при энергичном перемешивании влейте в него второй раствор и полученную смесь профильтруйте (эту и последующие операции необходимо проводить в затемненном помещении, солнечный свет недопустим!
). Эмульсия наносится при температуре 30-40°C. Дальше как в первом рецепте.
Фоторезист на основе бихромата аммония и поливинилового спирта:
Готовим раствор: поливиниловый спирт 70-120 г/л, бихромат аммония 8-10 г/л, этиловый спирт 100-120 г/л. Избегать яркого света!
Наносится в 2 слоя: первый слой сушка 20-30 минут при 30-45°C второй слой сушка 60 минут при 35-45°C. Проявитель 40-процентный раствор этилового спирта.
Химическое лужение
Прежде всего, плату необходимо декапировать, чтобы удалить образовавшийся окисел меди: 2-3 секунды в 5-процентном растворе соляной кислоты с последующей промывкой в проточной воде.
Достаточно просто осуществлять химическое лужение погружением платы в водный раствор, содержащий хлорное олово. Выделение олова на поверхности медного покрытия происходит при погружении в такой раствор соли олова, в котором потенциал меди более электроотрицателен, чем материал покрытия. Изменению потенциала в нужном направлении способствует введение в раствор соли олова комплексообразующей добавки тиокарбамида (тиомочевины). Такого типа растворы имеют следующий состав (г/л):
Среди перечисленных наиболее распространены растворы 1 и 2. Иногда в качестве поверхностно-активного вещества для 1-го раствора предлагается использование моющего средства «Прогресс» в количестве 1 мл/л. Добавление во 2-й раствор 2-3 г/л нитрата висмута приводит к осаждению сплава, содержащего до 1,5% висмута, что улучшает паяемость покрытия (препятствует старению) и многократно увеличивает срок хранения до пайки компонентов у готовой ПП.
Для консервации поверхности применяют аэрозольные распылители на основе флюсующих композиций. Нанесенный на поверхность заготовки лак после высыхания образует прочную гладкую пленку, которая препятствует окислению. Одним из популярных веществ является «SOLDERLAC» фирмы Cramolin. Последующая пайка проводится прямо по обработанной поверхности без дополнительного удаления лака. В особо ответственных случаях пайки лак можно удалить спиртовым раствором.
Искусственные растворы для лужения ухудшаются с течением времени, особенно при контакте с воздухом. Поэтому если у вас большие заказы бывают нечасто, то старайтесь приготовить сразу небольшое количество раствора, достаточное для лужения нужного количества ПП, а остатки раствора храните в закрытой емкости (идеально подходят бутылки типа используемых в фотографии, не пропускающие воздух). Также необходимо защищать раствор от загрязнения, которое может сильно ухудшить качество вещества.
В заключение хочу сказать, что все же лучше использовать готовые фоторезисты и не заморачиваться с металлизацией отверстий в домашних условиях великолепных результатов все равно не получите.
Огромное спасибо кандидату химических наук Филатову Игорю Евгеньевичу за консультации по вопросам, связанным с химией.
Также хочу выразить признательность Игорю Чудакову
».
Подробный рассказ о популярной "лазерно-утюжной" технологии изготовления печатных плат, её особенностях и нюансах.
Печатные платы в радиотехнике применяются очень давно. В условиях производства существует различное оборудование, позволяющее выпускать платы в массовом масштабе. Подобные платы раньше выпускались методами офсетной печати, почему и получили название «печатных».
В домашних условиях или в заводских электролабораториях, занимающихся ремонтом электрооборудования подобные платы приходилось рисовать вручную различными лаками. Инструменты для рисования применялись самые разнообразные, от просто остро заточенной спички до иголок от шприца и стеклянных рейсфедеров.
Производительность подобного труда была низкая, да и качество оставляло желать лучшего. Если же требовалось изготовить несколько одинаковых плат, то уже вторая рисовалась без особого вдохновения, а следующие за ней, оптимизма не прибавляли.
Сейчас компьютерные технологии проникли во все сферы человеческой деятельности, в том числе и в радиолюбительство. Печатные платы рисовать вручную теперь уже не приходится, разве что очень простые, которые можно даже вырезать ножом. Но обо всем по порядку.
Прежде всего, печатную плату необходимо спроектировать согласно принципиальной электрической схеме. Подобная работа выполняется на компьютере при помощи специальных программ. Наиболее просты и доступны программы Sprint-Layout. Они бесплатны, и их можно скачать в Интернете. Их интерфейс интуитивно понятен и пользование программой затруднений не вызывает.
В версиях программ, начиная с третьей, возможна вставка рисунка и просто его обведение линиями печатных дорожек. Эта функция позволяет изготавливать платы, опубликованные на страницах журналов. Картинка из журнала, если ее просто распечатать, требуемого качества, как правило, не дает.

После того, как печатная плата спроектирована и проверена, ее следует перенести на заготовку будущей печатной платы. И именно на этом этапе следует проявить внимательность и аккуратность.
Прежде всего, следует рассказать, как печатать и на чем. Это два основных вопроса, от которых зависит конечный результат.
Рисунок платы печатается на лазерном принтере при отключении всех экономных режимов, что позволяет нанести на бумагу максимально толстый слой тонера. Это способствует улучшению переноса тонера на заготовку печатной платы. Сейчас подобная технология называется «лазерно-утюжной».
Общий смысл ее достаточно прост: рисунок помещается на заготовку (фольгированный стеклотекстолит), конечно рисунком к фольге, после чего проглаживается обычным утюгом. Тонер, расплавляясь, переносится на фольгу, оставляя на ней рисунок платы. После этого бумага размачивается в воде, а плата травится как обычно в растворе хлорного железа.

Теперь о тонкостях и деталях всего процесса.
Прежде всего на чем печатать? Когда эта технология была известна только по слухам, считалось, что печатать рисунок надо на бумаге самого низкого качества. Такая бумага, тонкая и бурая, предназначалась для пишущих машинок. Отмочить эту бумагу было просто невозможно, поэтому предлагалось сначала растворять ее, кажется, соляной кислотой. Бумага растворялась плохо, а вместе с ней и часть рисунка.
Тогда большинство исследователей, видимо, печатали подобные картинки на государственных принтерах, поэтому были предложения делать распечатки даже на бытовой алюминиевой фольге, каких-то пленках и еще не помню на чем.
На самом деле все оказалось значительно проще: лучше всего подходит мелованная бумага из глянцевых журналов. При этом рисунки и фотографии на страницах на качество не влияют. Единственное, что следует опытным путем подобрать журнал, дающий лучшее качество. Некоторые журналы намелованы до такой степени, что приглаживаются к фольге даже без тонера.
Границы платы на распечатке лучше указать при помощи «крестов», (такая опция присутствует в программе), нежели в рамке. Рамка может потянуть за собой бумагу в процессе приглаживания и исказить рисунок.
Бывает, рисунок приглаживается хорошо не с первого раза, поэтому на одном листе бумаги надо отпечатать несколько его экземпляров. Количество рисунков на листе устанавливается в программе.
Заготовку для платы следует вырезать не ровно в размер, а так, чтобы по краям оставался запас 6…10 мм. Он срезается уже после того, как плата будет готова. Это необходимо для того, чтобы крайние дорожки рисунка получились хорошо. Не понятно почему, именно эти дорожки приглаживаются плохо. Поэтому острые кромки фольги следует притупить сняв небольшие фаски.
Перед тем, как приглаживать рисунок утюгом, заготовку следует зачистить наждачной бумагой, так, чтобы поверхность фольги приобрела матовый оттенок. После этого поверхность обезжирить ацетоном или бензином.
Затем положить бумагу рисунком вверх на ровную поверхность, и уже на нее фольгой вниз, ориентируя по крестам, заготовку платы. Для фиксации заготовки края бумаги подогнуть вовнутрь получившегося пакета. При приглаживании пакет положить, естественно, бумагой вверх.
Обычный утюг для глажения белья следует разогреть до 200 градусов. Температуру можно проконтролировать авометра, либо подбирать опытным путем.
Приглаживание производить сначала всей плоскостью утюга для разогрева платы, а ближе к концу процесса приглаживать бумагу ребром утюга. Чтобы мелованная бумага не прилипала к утюгу в начале приглаживания можно под утюг положить обычную чистую бумагу. Под приглаживаемую заготовку лучше подложить картонную папку для бумаг или журнал. Это позволит плате несколько прогибаться, что исключит влияние неровностей, как самой платы, так и рабочего стола.
После приглаживания весь пакет следует остудить, прикладывая другой утюг, только холодный, чтобы рисунок лучше зафиксировался на плате.
После этих процедур приглаженную бумагу следует отмочить в теплой 50…60 градусов воде. Когда бумага достаточно размокнет ее следует осторожно снять. Остатки бумаги, прилипшие к плате, удалить, протирая пальцем, как переводные картинки.
После того, как будет получен оттиск хорошего качества, заготовку следует как обычно протравить в растворе хлорного железа. После травления рисунок удаляется ацетоном или бензином.
Программа Sprint-Layout позволяет нарисовать в контактных площадках отверстия для деталей. Эти отверстия следует делать диаметром не менее 0,7…0,8 мм. Тогда фольга в них протравится до текстолита и не потребуется кернить отверстия: сверло будет центроваться в этих протравленных отверстиях. Точность сверления такова, что даже микросхемы в 40 выводных корпусах «садятся» на свои места безо всякого подгибания ножек.
Борис Аладышкин
Технология изготовления печатных плат в домашних условиях
"...и опыт - сын ошибок трудных..."
Итак, процесс изготовления платы начинается с принципиальной схемы будущего устройства. На этом этапе вы определяете не только то, как будут соединены компоненты друг с другом, но и решаете какие именно компоненты подойдут для вашей конструкции. Например: использовать стандартные детали или СМД (которые, к слову, тоже бывают различных размеров). От этого будет зависеть размеры будущей платы.
Далее, определяемся с выбором программного обеспечения, при помощи которого вы будете чертить будущую плату. Если принципиальную схему можно нарисовать от руки, то с рисунком печатной платы так не получиться (особенно, если речь идёт об СМД компонентах). Я использую . Скачал её уже давно, и пользуюсь. Очень хорошая программа, с интуитивно понятным интерфейсом, ничего лишнего. В программе создаём рисунок печатной платы.
Пока никаких секретов не открыл? Так вот: когда рисунок платы уже создан, вы удостоверились в правильности расположения компонентов, следует установить "массу" т.е. заполнить промежутки между дорожками и отверстиями, для этого в программе присутствует специальная функция, которая делает это автоматически (по умолчанию стоит зазор в 0,4 мм). Зачем это нужно? Чтобы на травление (его рассмотрим далее) потребовалось меньше времени, вам будет проще контролировать процесс и ещё это полезно делать из схемотехнических соображений...

Примечание: при проектировании платы старайтесь не делать отверстия диаметром меньше 0,5 мм, если, конечно, у вас нет специального станка для сверления отверстий, но об этом позже...
Отлично! Мы нарисовали рисунок будущей печатной платы, теперь его необходимо распечатать на ЛАЗЕРНОМ принтере (Лут - значит лазерный). Для этого щёлкаем печать. Вышеупомянутая программа создаёт специальный файл, при этом можно выбрать количество копий, их расположение, сделать рамку, указать размер отверстий и отразить зеркально.
Примечание: если делаете двустороннюю печатную плату, то лицевую часть необходимо отразить по горизонтали, а изнаночную оставить как есть. Что касается Sprint - Layout , то лучше сделать это ещё на этапе создания схемы, а не на этапе подготовки файла для печати, так как возникают "глюки" с "массой", она пропадает, местами.
И ещё, лучше распечатать несколько копий, даже если вам нужен только один экземпляр, ведь возможно появятся дефекты на следующих этапах и чтобы не бегать каждый раз к принтеру, сделайте это заранее.
На чём печатать? Для начала, распечатываем на обычном листе бумаги, чтобы в последний раз удостоверится в том, что всё правильно сделано, что все компоненты подходят по размерам. Это также разогреет принтер.

Теперь устанавливаем максимальную плотность тонера, отключаем всякие режимы экономии (кстати, лучше использовать свежий картридж). Берём подложку от самоклеящейся бумаги, лучше от "бархатной" (с ней получается лучший результат, может быть, это из-за того, что она толще) блестящей стороной вставляем в принтер и жмём на "печать". Готово!

Примечание: с этого момента нельзя трогать эту бумагу, только за края, иначе можно заляпать рисунок!
О повторном использовании подложки. Допустим, что вы распечатали рисунок, а он занял только половину листа, не нужно выбрасывать другую половину, на ней тоже можно печатать, НО! по каким-то причинам при повторной печати принтер в 20% случаев "жуёт" бумагу, так что аккуратнее!
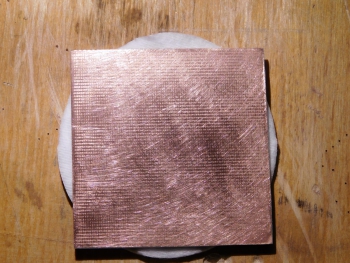
Подготавливаем текстолит
Я использую обычный фольгированный стеклотекстолит толщиной в 1 мм, который продаётся в магазине радиодеталей. Так как мы хотим сделать двустороннюю плату, то покупаем двусторонний текстолит. Отрезаем нужный кусочек, не нужно делать запас, он не понадобится. Отрезали. Берём нулевую шкурку и шкурим текстолит до блеска с обоих сторон, если остаются небольшие царапины, то ничего страшного, тонер будет лучше держаться (но без фанатизма!). Далее берём ацетон (спирт) и протираем плату с двух сторон, чтобы обезжирить её. Готово!


Примечание: когда будете шкурить текстолит, обратите внимание на углы платы, очень часто их "недошкуривают" или, что ещё хуже, "перешкуриваю", это когда там совсем не остаётся фольги. После протирания ацетоном плату также нельзя трогать руками, брать можно только за края, лучше пинцетом.

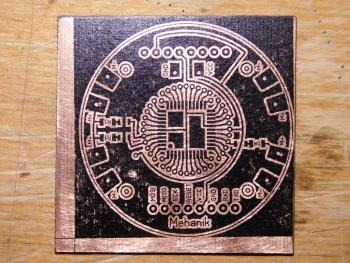
Далее самый ответственный этап: перенос рисунка с бумаги на текстолит. Делается при помощи утюга (лУт - значит утюг). Здесь подойдёт любой. Нагреваем его до 200 градусов (зачастую это максимальная температура утюга, поэтому просто выводим регулятор на максимум и ждём, когда он нагреется).
А вот теперь секретики! Чтобы перенести рисунок печатной платы с бумаги на текстолит, необходимо приложить бумагу к текстолиту нужной стороной, затем придавить утюгом и хорошенько разгладить. Вроде ничего сложного? Но самое трудное это приложить утюг так, чтобы не сметить бумагу, особенно, если платка маленькая и вы делаете её в единственном экземпляре, к тому же утюгом не так то просто орудовать. Есть интересный способ облегчить задачу.
Примечание: мы рассматриваем изготовление двусторонних печатных плат, так что немного о подготовке бумаги. В некоторых источниках советуют делать так: переносим одну сторону, противоположную заклеиваем скотчем или изолентой, травим одну сторону, потом сверлим дырочки, совмещаем рисунок другой стороны, затем опять переносим, заклеиваем, травим. Это занимает много времени, ведь, по сути, вам нужно протравить две платы! Можно ускорить процесс.
Берём две бумажки, на которых находится рисунок с лицевой и изнаночной стороны, совмещаем их. Это лучше делать на оконном стекле или на прозрачном столе с подсветкой. Обратите внимание! в этом случае необходимо отрезать бумажки с запасом, чем больше, тем лучше, но без фанатизма, вполне хватает 1-1,5 см. Скрепляем их степлером с 3-х сторон(клеем нельзя!), получаем конвертик, в который кладём плату и выравниваем её.

Самое интересное. Берём два кусочка текстолита (размер смотрим на рисунке), кладём их фольгированной стороной друг к другу, а между ними помещаем "конвертик" с платой, а края этого бутерброда закрепляем зажимами для бумаги, так чтобы листы текстолита не смещались друг относительно друга.

Примечание: для этих целей лучше выбирать текстолит потоньше, он будет быстрее прогреваться, и сможет деформироваться там, где это необходимо.

Теперь, берём утюг и спокойно прикладываем его к нашему бутерброду, и давим что есть силы, сначала с одной стороны, затем переворачиваем и давим с другой. Для лучшего эффекта рекомендую после первого надавливания совершить несколько круговых движений утюгом, чтобы быть уверенным, что бумага прижалась во всех местах. Гладить нужно не долго, обычно, не больше 1-3 минут на все дела, но точного времени вам никто не скажет, ведь это зависит от размеров платы, количества тонера. Главное не передержать, ведь в этом случае тонер может просто растечься, а если недодержать, то рисунок может полностью не перенестись. Практика, господа, практика!
Затем можно открыть бутерброд и убедиться, что бумага со всех сторон прилипла к текстолиту, т.е. нет пузырьков воздуха. И быстренько несём плату под проточную воду, и охлаждаем (холодной водой разумеется).
Примечание: Если вы использовали подложку от самоклеящейся бумаги, то она под водой зачатую сама отваливается от текстолита и плата спокойно выпадает из конверта. Если же вы использовали подложку от бархатной бумаги (более толстую), то с ней так не получиться. Берём ножницы и срезаем боковые стороны конверта, затем начитаем медленно, держась за краешек бумаги, под струёй воды, снимать бумагу. В результате на бумаге не должно остаться тонера, он весь будет на текстолите.
На данном этапе при возникновении дефектов можно поступить двумя способами. Если дефектов слишком много, лучше взять ацетон, смыть с текстолита тонер и попробовать ещё раз (предварительно повторив процесс очистки текстолита шкуркой).
Пример непоправимого дефекта (в данном случае, я начал сначала):


Если дефектов немного, то можно взять маркер для рисования печатных плат и дополнить изъяны.
Хороший вариант, есть небольшие прорехи в "массе", но их можно закрасить маркером:

Исправленные варианты. Хорошо заметны зелёные закрашенные области:


Отлично, это был самый технологически сложный этап, далее будет проще.
Теперь можно протравить плату, т.е. убрать лишнюю фольгу с текстолита. Суть травления такова: мы помещаем плату в раствор, разъедающий металл, при этом метал находящийся под тонером (под рисунком платы) остаётся невредимым, а тот, что вокруг убирается.
Скажу пару слов о растворе. Травить, на мой взгляд, лучше хлорным железом, оно не дорогое, раствор приготовить очень просто, да и в целом даёт хороший результат. Рецепт простой: 1 часть хлорного железа, 3 части воды и всё! Но встречаются и другие способы травления.
Примечание: добавлять нужно именно воду к железу, а не наоборот, так нужно!
Примечание: существует два вида хлорного железа (которые я встречал): безводное и 6-ти водное. Безводное, как ясно из названия, совершенно сухое, и в ёмкости, в которой оно продаётся всегда много пыли, это не беда. Но при добавлении воды активно растворятся, идёт сильная экзотермическая реакция (раствор нагревается), с выделением какого - то газа (скорее всего это хлор или хлороводород, ну всё одно - пакость редкостная), который НЕЛЬЗЯ ВДЫХАТЬ, рекомендую разводить на воздухе.
А вот 6-ти водное железо уже лучше. Это, по сути уже раствор, вода добавлена, получаются мокрые комочки, которые тоже нужно добавлять в воду, но такой бурной реакции уже нет, раствор нагревается, но не очень быстро и не очень сильно, зато всё безопасно и тихо (окна всё же нужно открыть).

Примечание: советы, которые я привожу здесь не являются единственно правильными, на многих форумах можно встретить людей у которых платы получаются и при другой концентрации, другим сортом хлорного железа и т.д. Я лишь постарался обобщить наиболее популярные советы и личный опыт. Так что, если эти методы не помогли, то попробуйте другой способ и у вас всё получиться!
Раствор приготовили? Отлично! Выбираем ёмкость. Для односторонних этот выбор прост, берём прозрачную (чтобы видеть процесс травления) пластиковую коробочку с крышкой, кладём на дно плату. Но с двусторонними платами всё не так просто. Необходимо, чтобы скорость травления с каждой стороны была примерно одинаковой, иначе может возникнуть ситуация, когда с одна сторона ещё не протравилась, а на другой уже растворяются дорожки. Чтобы этого не произошло, нужно располагать плату вертикально в ёмкости (чтобы она не лежала на дне), тогда раствор вокруг будет однородным и скорость травления будет примерно одинаковой. Следовательно, необходимо взять высокую ёмкость, чтобы плата поместилась в "полный рост". Лучше выбирать узкую прозрачную баночку, чтобы можно было наблюдать процесс травления.


Далее раствор необходимо нагревать (ставим на батарею), это увеличит скорость протекания реакции, и периодически встряхивать, чтобы обеспечивать равномерность травления и чтобы избежать появление осадка на плате.
Примечание: кто-то ставит в микроволновку и греет там, но я вам этого делать не рекомендую, т.к. на одном форуме прочёл, что после такого отравиться едой из этой микроволновки можно. Прямых доказательств нет, но лучше не рисковать!
Примечание: чтобы обеспечить равномерность травления нужно перемешивать раствор (встряхивать ёмкость), но существуют более технологичные способы. Можно присоединить к ёмкости генератор пузырьков (из аквариума) и тогда пузырьки будут перемешивать раствор. Я видел, как люди делают качающиеся ванночки для травления с сервоприводом и микроконтроллером, который осуществляет "взбалтывание" по специальному алгоритму! Здесь я не рассматриваю подробно каждый вариант, ведь в каждом есть свои нюансы и статья тогда бы очень затянулась. Я описал самый простой способ, который отлично подойдёт для первых плат.
Ждём, торопиться не нужно!
Понять, что процесс травления закончился очень просто: между чёрным тонером не останется никаких следов фольги. Когда это произойдёт, можно вынимать плату.
Далее несём её под воду и смываем остатки раствора. Берём спирт или ацетон и смываем тонер, под ним должны остаться дорожки из фольги. Отлично, всё ровно? Нигде нет "недотравленных" мест? Нигде нет "перетравленных" мест? Здорово! Можем двигаться дальше!


Примечание: при появлении дефектов на этом этапе производства ставит перед вами серьёзный выбор: выбросить брак и начать заново или попытаться исправить. Это зависит от того насколько серьёзные возникли дефекты и от того насколько высокие требования вы предъявляете к своей работе.
Следующий этап - лужение платы. Существует два основных способа. Первый - самый простой. Берём флюс для пайки (я использую ЛТИ-120, только не тот, который похож на канифольный лак, оставляющий жуткие пятна поле пайки, а на спиртовой основе, он значительно светлее), обильно смазываем им плату с одной стороны. Берём припой и паяльник с широким жалом и начинаем лудить плату, т.е. покрывать всю фольгу припоем.

Примечание: не стоит слишком долго держать паяльник на дорожках, т.к. текстолит бывает разного качества и от некоторого дорожки отваливаются очень легко, особенно тонкие. Будьте аккуратнее!
На плате в таком случае могут возникнуть "разводы" припоя или неприятные на вид бугорки, бороться с ними лучше при помощи оплётки для выпайки. В тех местах, где необходимо убрать лишний припой проводим ей, убирается весь лишний припой и остаётся ровная поверхность.
Примечание: можно сразу обернуть оплётку вокруг жала и лудить сразу с ней, так может получиться даже проще.


Способ хороший, но чтобы добиться эстетичного вида платы необходим некоторый опыт и сноровка.
Второй способ - посложнее. Вам понадобиться металлическая ёмкость, в которой вы сможете кипятить воду. Наливаем воду в ёмкость, добавляем пару ложек лимонной кислоты и ставим на газ, доводим до кипения. Припой нужно выбирать не простой, а с низкой температурой плавления, например сплав Розе (около 100 градусов по Цельсию). Бросаем несколько шариков на дно и видим, что они расплавились. Теперь бросаем плату на эти шарики, затем берём палочку (лучше деревянную, чтобы не обжечь руки), обматываем её ватой и начинаем тереть плату, разгонять припой по дорожкам, таким образом, можно добиться равномерного распределения припоя по всей плате.
Способ довольно хороший, но более затратный, и необходимо подобрать ёмкость, ведь вам придётся орудовать в ней инструментами. Лучше использовать что - нибудь с невысокими бортиками.
Примечание: вам придётся довольно долго проделывать эту операцию, поэтому лучше открыть окно. С опытом у вас должно получаться быстрее.
Примечание: многие не очень хорошо отзываются о сплаве Розе из - за его хрупкости, но для лужения плат данным способом он подходит очень хорошо.
Примечание: сам я этот способ недолюбливаю, потому что пытался использовать его, когда делал первую плату и хорошо помню, как было неудобно "варить" эту плату в консервной банке без инструментов....Оо это было ужасно! Но теперь...
Оба способа имеют свои достоинства и недостатки, выбор зависит только от вас и ваших возможностей, желания, умения.
Примечание: далее я рекомендую прозвонить плату мультиметром, чтобы убедиться, что нигде нет пересечения дорожек, которые не должны пересекаться, что нигде нет случайных "сопелек" или ещё какой неожиданности. В случае обнаружения проблемы, берём паяльник и убираем лишний припой, если не помогает, то используем канцелярский нож и аккуратно разъединяем необходимые места. Это может означать, что плата недотравилась в некоторых местах, но ничего страшного.
Для этого используем маленькую дрель и сверло. Сейчас продаются специальные свёрла для печатных плат с особой заточкой и особыми канавками на сверле. Сначала я использовал обычное сверло по металлу толщиной 0,6 мм, затем перешёл на специальное и результат очень хороший. Во первых, даже с моей бюджетной дрелью без проблем сверлится любой текстолит, практически без усилий. Сверло само "вгрызается" в него и тянет за собой инструмент. Во - вторых, оставляет аккуратное входное и выходное отверстие, без заусенцев, в отличие от стандартного сверла, которое буквально "рвёт" текстолит. В - третьих, это сверло почти не скользит, т.е. нужно только с первого раза попасть в нужное место и оно уже никуда не денется. Чудо, а не инструмент! Но и стоит оно немного дороже обычного сверла.
Примечание: чтобы "сразу попасть в нужное место" лучше использовать шило или специальный инструмент для кернения, только не делайте слишком глубокие зарубки, это может направить сверло не в ту сторону. Ещё: у этого сверла есть один недостаток - оно легко ломается, поэтому лучше использовать специальный станок, чтобы сверлить отверстия или держать дрель строго вертикально. Поверьте, очень легко ломается! Особенно, когда нужно просверлить отверстие в 0,3 мм или 0,2 мм, но это уже ювелирная работа.
Готово! Вот собственно и всё! Сквозные отверстия пропаиваем тонкими проводками и получаются аккуратные полусферы на плате, смотрится очень даже ничего. Теперь нужно только припаять все компоненты схемы и убедиться, что она работает, но это тема для других статей. А вот, что получилось у меня:


На этом всё. Ещё раз хочу подчеркнуть, что здесь я лишь постарался обобщить все материалы, которые мне удалось найти о ЛУТе, и свой опыт. Получилось немного затянуто, но в каждом деле есть много нюансов, которые необходимо учитывать, для достижения наилучшего результата. Последний совет, который я могу вам дать: нужно пробовать, пытаться делать платы, ведь мастерство приходит с опытом. И в конце ещё раз приведу эпиграф: "...и опыт - сын ОШИБОК трудных..."
Если остались вопросы, то можно оставлять их комментариях. Также буду благодарен за конструктивную критику.
Сегодня мы выступим в немного непривычном для себя амплуа, будем рассказывать не о гаджетах, а о технологиях, которые стоят за ними. Месяц назад мы были в Казани, где познакомились с ребятами из Навигатор-кампуса . Заодно побывали на расположенном близко (ну, относительно близко) заводе по производству печатных плат - Технотех . Этот пост - попытка разобраться в том, как же все-таки производят те самые печатные платы.
Итак, как же все-таки делают печатные платы для наших любимых гаджетов?
На заводе умеют делать платы от начала и до конца - проектирование платы по вашему ТЗ, изготовление стеклотекстолита, производство односторонних и двухсторонних печатных плат, производство многослойных печатных плат, маркировка, проверка, ручная и автоматическая сборка и пайка плат.
Для начала, я покажу, как делают двухсторонние платы. Их техпроцесс ничем не отличается от производства односторонних печатных плат, кроме того, что при изготовлении ОПП не производят операции на второй стороне.
О методах изготовления плат
Вообще, все методы изготовления печатных плат можно разделить на две большие категории: аддитивные(от латинского additio
-прибавление) и субтрактивные (от латинского subtratio
-отнимание). Примером субтрактивной технологии является всем известный ЛУТ(Лазерно-утюжная технология) и его вариации. В процессе создания печатной платы по этой технологии мы защищаем будущие дорожки на листе стеклотекстолита тонером от лазерного принтера, а затем стравливаем все ненужное в хлорном железе.В аддитивных методах проводящие дорожки, наоборот, наносятся на поверхность диэлектрика тем или иным способом.
Полуаддитивные методы(иногда их еще называют комбинированными.) - нечто среднее между классическими аддитивными и субтрактивными. В процессе производства ПП по этому методу часть проводящего покрытия может стравливаться(иногда почти сразу после нанесения), но как правило это происходит быстрее/проще/дешевле, чем в субтрактивных методах. В большинстве случаев, это следствие того, что большая часть толщины дорожек наращивается гальваникой или химическими методами, а слой, который подвергается травлению - тонкий, и служит лишь в качестве проводящего покрытия для гальванического осаждения.
Я покажу именно комбинированный метод.
Изготовление двухслойных печатных плат по комбинированному позитивному методу(полуаддитивный метод)
Изготовление стеклотекстолита
Процесс начинается с изготовления фольгированного стеклотекстолита. Стеклотекстолит - это материал, состоящий из тонких листов стекловолокна(они похожи на плотную блестящую ткань), пропитанных эпоксидной смолой и спрессованных стопкой в лист. Сами полотна стекловолокна тоже не слишком просты - это плетеные(как обычная ткань в вашей рубашке) тонкие-тонкие нити обычного стекла. Они настолько тонкие, что могут легко гнуться в любых направлениях. Выглядит это примерно вот так:

Увидеть ориентацию волокон можно на многострадальной картинке из википедии:

В центре платы, светлые участки - это волокна идут перпендикулярно срезу, участки чуть темнее - параллельно.
Или например на микрофотографии tiberius , насколько я помню из этой статьи:

Итак, начнем.
Стекловолоконное полотно поступает на производство вот в таких бобинах: 
Оно уже пропитано частично отвержденной эпоксидной смолой - такой материал называется препрегом , от английского pre
-impreg
nated - предварительно пропитанный. Так как смола уже частично отверждена, она уже не такая липкая, как в жидком состоянии - листы можно брать руками, совсем не опасаясь испачкаться в смоле. Смола станет жидкой только при нагреве фольги, и то лишь на несколько минут, прежде чем застыть окончательно.
Нужное количество слоев вместе с медной фольгой собирается вот на этом аппарате:
А вот сам рулон фольги.
Далее полотно нарезается на части и поступает в пресс высотой в два человеческих роста:
На фото Владимир Потапенко, начальник производства.
Интересно реализована технология нагрева во время прессования: нагреваются не части пресса, а сама фольга. На обе стороны листа подается ток, который за счет сопротивления фольги нагревает лист будущего стеклотекстолита. Прессование происходит при сильно пониженном давлении, для исключения появления воздушных пузырей внутри текстолита
При прессовании, за счет нагрева и давления, смола размягчается, заполняет пустоты и после полимеризации получается единый лист.
Вот такой:
Он нарезается на заготовки для плат специальным станком:
Технотех использует два вида заготовок: 305х450 - маленькая групповая заготовка, 457х610 - большая заготовка
После этого к каждому комплекту заготовок распечатывается маршрутная карта, и путешествие начинается…
Маршрутная карта - это вот такая бумажка с перечнем операций, информацией о плате и штрих-кодом. Для контроля выполнения операций используется 1С 8, в которую внесена вся информация о заказах, о техпроцессе и так далее. После выполнения очередного этапа производства сканируется штрихкод на маршрутном листе и заносится в базу.
Сверловка заготовок
Первый этап производства однослойных и двухслойных печатных плат - сверление отверстий. С многослойными платами все сложнее, и я расскажу об этом позже. Заготовки с маршрутными листами поступают на участок сверловки:
Из заготовок собирается пакет для сверловки. Он состоит из подложки(материал типа фанеры), от одной до трех одинаковых заготовок печатных плат и алюминиевой фольги. Фольга нужна для определения касания сверла поверхности заготовки - так станок определяет поломку сверла. Еще при каждом захвате сверла он контролирует его длину и заточку лазером.

После сборки пакета он закладывается вот в этот станок:

Он такой длинный, что мне пришлось сшивать эту фотку из нескольких кадров. Это швейцарский станок фирмы Posalux, точной модели, к сожалению не знаю. По характеристикам он близок вот к этому . Он ест трехразовое трехфазное питание напряжением 400В, и потребляет при работе 20 КВт. Вес станка около 8 тонн. Он может одновременно обрабатывать четыре пакета по разным программам, что в сумме дает 12 плат за цикл(естественно, что все заготовки в одном пакете будут просверлены одинаково). Цикл сверления - от 5 минут до нескольких часов, в зависимости от сложности и количества отверстий. Среднее время - около 20 минут. Всего таких станков у технотеха три штуки.

Программа разрабатывается отдельно, и подгружается по сети. Все что надо сделать оператору - отсканировать штрихкод партии и заложить пакет из заготовок внутрь. Емкость инструментального магазина: 6000 сверл или фрез.

Рядом стоит большой шкаф со сверлами, но оператору нет необходимости контролировать заточку каждого сверла и менять его - станок все время знает степень износа сверл - записывает себе в память сколько отверстий было просверлено каждым сверлом. При исчерпании ресурса сам меняет сверло на новое, старые сверла останется выгрузить из контейнера и отправить на повторную заточку.

Вот так выглядят внутренности станка:

После сверловки в маршрутном листе и базе делается отметка, а плата отправляется по этапу на следующий этап.

Очистка, активация заготовок и химическое меднение.
Хоть станок и пользуется своими «пылесосом» во время и после сверловки, поверхность платы и отверстий все равно надо очистить от загрязнений и подготовить к следующей технологической операции. Для начала, плата просто очищается в моющем растворе механическими абразивами
Надписи, слева направо: «Камера зачистки щетками верх/низ», «Камера промывки», «Нейтральная зона».
Плата становится чистой и блестящей:

После этого в похожей установке проводится процесс активации поверхности. Для каждой поверхности вводится серийный номер Активация поверхности - это подготовка к осаждению меди на внутреннюю поверхность отверстий для создания переходных отверстий между слоями платы. Медь не может осесть на неподготовленную поверхность, поэтому плату обрабатывают специальными катализаторами на основе палладия. Палладий, в отличии от меди, легко осаждается на любую поверхность, и в дальнейшем служит центрами кристаллизации для меди. Установка активации:

После этого, последовательно проходя несколько ванн в еще одной похожей установке заготовка обзаводится тонким(меньше микрона) слоем меди в отверстиях. 
Дальше этот слой гальваникой наращивается до 3-5 микрон - это улучшает стойкость слоя к окислению и повреждениям.
Нанесение и экспонирование фоторезиста, удаление незасвеченных участков.
Дальше плата отправляется в участок нанесения фоторезиста. Нас туда не пустили, потому что он закрыт, и вообще, там чистая комната, поэтому ограничимся фотографиями через стекло. Нечто подобное я видел в Half-Life(я про трубы, спускающиеся с потолка):
Собственно вот зеленая пленка на барабане - это и есть фоторезист.

Далее, слева направо(на первой фотографии): две установки нанесения фоторезиста, дальше автоматическая и ручная рамы для засветки по заранее подготовленным фотошаблонам. В автоматической раме присутствует контроль, который учитывает допуск по совмещению с реперными точками и отверстиями. В ручной рамке маска и плата совмещаются руками. На этих же рамах экспонируется шелкография и паяльная маска. Дальше - установка проявки и отмывки плат, но так как мы туда не попали, фотографий этой части у меня нет. Но там ничего интересного - примерно такой же конвейер как в «активации», где заготовка проходит последовательно несколько ванн с разными растворами.
А на переднем плане - огромный принтер, который эти самые фотошаблоны печатает:

Вот плата с нанесенным, экспонированным и проявленным:

Обратите внимание, фоторезист нанесен на места, на которых в дальнейшем не будет меди - маска негативная, а не позитивная, как в в ЛУТ-е или домашнем фоторезисте. Это потому, что в дальнейшем наращивание будет происходить в местах будущих дорожек.

Это тоже позитивная маска:

Все эти операции происходят при неактиничном освещении, спектр которого подобран таким образом, чтобы одновременно не оказывать влияния на фоторезист и давать максимальную освещенность для работы человека в данном помещении.
Люблю объявления, смысл которых я не понимаю:

Гальваническая металлизация
Теперь настал через ее величества - гальванической металлизации. На самом деле, ее уже проводили на прошлом этапе, когда наращивали тонкий слой химической меди. Но теперь слой будет наращён еще больше - с 3 микрон до 25. Это уже тот слой, который проводит основной ток в переходных отверстиях. Делается это вот в таких ваннах:
В которых циркулируют сложные составы электролитов:

А специальный робот, повинуясь заложенной программе, таскает платы из одной ванны в другую:

Один цикл меднения занимает 1 час 40 минут. В одной паллете могут обрабатываться 4 заготовки, но в ванне таких паллет может быть несколько.
Осаждение металлорезиста
Следующая операция представляет собой еще одну гальваническую металлизацию, только теперь осаждаемый материал не медь, а ПОС - припой свинец-олово. А само покрытие, по аналогии с фоторезистом называется металлорезистом. Платы устанавливаются в раму:
Эта рама проходит несколько уже знакомых нам гальванических ванн:

И покрывается белым слоем ПОС-а. На заднем плане видна другая плата, еще не обработанная:

Удаление фоторезиста, травление меди, удаление металлорезиста

Теперь с плат смывается фоторезист, он выполнил свою функцию. Теперь на все еще медной плате остались дорожки, покрытые металлорезистом. На этой установке происходит травление в хитром растворе, который травит медь, но не трогает металлорезист. Насколько я запомнил, он состоит из углекислого аммония, хлористого аммония и гидрооксида аммония. После травления платы выглядят вот так:

Дорожки на плате - это «бутерброд» из нижнего слоя меди и верхнего слоя гальванического ПОС-а. Теперь, другим еще более хитрым раствором проводится другая операция - слой ПОС-а убирается, не затрагивая слой меди.

Правда, иногда ПОС не убирается, а оплавляется в специальных печах. Или плата проходит горячее лужение(HASL-процесс) - когда она опускается в большую ванну с припоем. Сначала она покрывается канифольным флюсом:

И устанавливается вот в такой автомат:

Он опускает плату в ванну с припоем и тут же вытаскивает ее обратно. Потоки воздуха сдувают лишний припой, оставляя лишь тонкий слой на плате. Плата получается вот такая:

Но на самом деле метод немного «варварский» и не очень действует на платы, особенно многослойные - при погружении в расплав припоя плата переносит температурный шок, что не очень хорошо действует на внутренние элементы многослойных плат и тонкие дорожки одно- и двухслойных.
Гораздо лучше покрывать иммерсионным золотом или серебром. Вот очень хорошая информация о иммерсионных покрытиях, если кому интересно.
Мы не побывали на участке иммерсионных покрытий, по банальной причине - он был закрыт, а за ключом было идти лень. А жаль.
Электротест
Дальше почти готовые платы отправляются на визуальный контроль и электротест. Электротест - это когда проверяются соединения всех контактных площадок между собой, нет ли где обрывов. Выглядит это очень забавно - станок держит плату и быстро-быстро тыкает в нее щупами. Видео этого процесса можно посмотреть у меня в инстаграме (кстати, подписаться можно там же). А в виде фото это выглядит вот так:
Та большая машина слева - и есть электротест. А вот и сами щупы ближе:

На видео, правда, была другая машинка - с 4 щупами, а тут их 16. Говорят, гораздо быстрее всех трех старых машинок с четырьмя щупами вместе взятых.
Нанесение паяльной маски и покрытие контактных площадок
Следующий технологический процесс - нанесение паяльной маски. То самое зеленое(ну, чаще всего зеленое. А вообще оно бывает очень разных цветов) покрытие, которое мы видим на поверхности плат. Подготовленные платы:
Закладываются вот в такой автомат:

Который через тонкую сеточку размазывает полужидкую маску по поверхности платы:

Видео нанесения, кстати, тоже можно посмотреть в инстаграме (и подписаться тоже:)
После этого, платы сушатся, пока маска перестанет липнуть, и экспонируются в той же желтой комнате, что мы видели выше. После этого, неэкспонированная маска смывается, обнажая контактные пятачки:

Потом их покрывают финишным покрытием - горячим лужением или иммерсионным нанесением:

И наносят маркировку - шелкографию. Это белые(чаще всего) буковки, которые показывают, где какой разъем и какой элемент тут стоит.
Она может наносится по двум технологиям. В первом случае все происходит так же, как и с паяльной маской, отличается лишь цвет состава. Она закрывает всю поверхность платы, потом экспонируется, и неотвержденные ультрафиолетом участки смываются. Во втором случает ее наносит специальный принтер, печатающий хитрым эпоксидным составом:

Это и дешевле, и гораздо быстрее. Военные, кстати, не жалуют этот принтер, и постоянно указывают в требованиях к своим платам, что маркировка наносится только фотополимером, что очень огорчает главного технолога.
Изготовление многослойных печатных плат по методу металлизации сквозных отверстий:
Все, что я описал выше - касается только односторонних и двухсторонних печатных плат(на заводе их, кстати, никто так не называет, все говорят ОПП и ДПП). Многослойные платы(МПП) делаются на этом же оборудовании, но немного по другой технологии.Изготовление ядер
Ядро - это внутренний слой тонкого текстолита с медными проводниками на нем. Таких ядер в плате может быть от 1(плюс две стороны - трехслойная плата) до 20. Одно из ядер называется золотым - это означает, что оно используется в качестве реперного - того слоя, по которому выставляются все остальные. Ядра выглядят вот так:
Изготавливаются они точно так же, как и обычные платы, только толщина стеклотекстолита очень мала - обычно 0,5мм. Лист получается такой тонкий, то его можно изгибать, как плотную бумагу. На его поверхность наносится медная фольга, и дальше происходят все обычные стадии - нанесение, экспонирование фоторезиста и травление. Итогом этого являются вот такие листы:

После изготовления дорожки проверяются на целостность на станке, который сравнивает рисунок платы на просвет с фотошаблоном. Кроме этого, существует еще и визуальный контроль. Причем реально визуальный - сидят люди и смотрят в заготовки:

Иногда какая-то из стадий контроля выносит вердикт о плохом качестве одной из заготовок(черные крестики):

Этот лист плат, в которой случился дефект все равно изготовится полностью, но после нарезки бракованная плата пойдет в мусор. После того, как все слои изготовлены и проверены, наступает черед следующей технологической операции.
Сборка ядер в пакет и прессование
Это происходит в зале под названием «Участок прессования»:
Ядра для платы выкладываются вот в такую стопочку:

А рядом кладется карта расположения слоев:

После чего в дело вступает полуавтоматическая машина прессования плат. Полуавтоматичность ее заключается в том, что оператор должен по ее команде подавать ей ядра в определенном порядке.

Перекладывая их для изоляции и склеивания листами препрега:

А дальше начинается магия. Автомат захватывает и переносит листы в рабочее поле:

А затем совмещает их по реперным отверстиям относительно золотого слоя.

Дальше заготовка поступает в горячий пресс, а после прогрева и полимеризации слоев - в холодный. После этого мы получаем такой же лист стеклотекстолита, который ничем не отличается от заготовок для двухслойных печатных плат. Но внутри у него доброе сердце несколько ядер со сформированными дорожками, которые, правда, еще никак не связаны между собой и разделены изолирующими слоями полимеризированного препрега. Дальше процесс проходит те же стадии, что я уже описывал ранее. Правда, за небольшим различием.
Сверловка заготовок
При сборке пакета ОПП и ДПП для сверловки его не нужно центровать, и его можно собирать с некоторым допуском - все равно это первая технологическая операция, и все остальные будут ориентироваться на нее. А вот при сборке пакета многослойных печатных плат очень важно привязаться к внутренним слоям - при сверловке отверстие должно пройти насквозь все внутренние контакты ядер, соединив их в экстазе при металлизации. Поэтому пакет собирается вот на такой машинке:
Это рентгеновский сверлильный станок, который видит сквозь текстолит внутренние металлически реперные метки и по их расположению сверлит базовые отверстия, в которые вставляются крепежи для установки пакета в сверлильный станок.

Металлизация
Дальше все просто - заготовки сверлятся, очищаются, активируются и металлизируются. Металлизация отверстия связывает между собой все медные пяточки внутри печатной платы:
Таким образом, завершая электронную схему внутренностей печатной платы.
Проверка и шлифы
Дальше от каждой платы отрезается кусочек, который шлифуется и рассматривается в микроскоп, для того, чтобы удостовериться, что все отверстия получились нормально. 
Эти кусочки называются шлифы - поперечно срезанные части печатной платы, которые позволяет оценить качество платы в целом и толщину медного слоя в центральных слоях и переходных отверстиях. В данном случае, под шлиф пускают не отдельную плату, а специально сделанные с краю платы весь набор диаметров переходных отверстий, которые используются в заказе. Шлиф, залитый в прозрачный пластик выглядит вот так:

Фрезеровка или скрайбирование
Далее платы, которые находятся на групповой заготовке необходимо разделить на несколько частей. Делается это либо на фрезерном станке:
Который фрезой вырезает нужный контур. Другой вариант - скрайбирование, это когда контур платы не вырезается, а надрезается круглым ножом. Это быстрее и дешевле, но позволяет делать только прямоугольные платы, без сложных контуров и внутренних вырезов. Вот скрайбированная плата:

А вот фрезерованная:

Если заказывалось только изготовление плат, то на этом все заканчивается - платы складывают в стопочку:

Оборачивается все тем же маршрутным листом:

И ждет отправки.
А если нужна сборка и запайка, то впереди есть еще кое-что интересное.
Сборка

Дальше плата, если это необходимо поступает на участок сборки, где на нее напаиваются нужные компоненты. Если мы говорим о ручной сборке - то все понятно, сидят люди(кстати, в большинстве своем женщины, когда я к ним зашел, у меня уши в трубочку свернулись от песни из магнитофона «Боже, какой мужчина»):

И собирают, собирают:

А вот если говорить о автоматической сборке, то там все гораздо интереснее. Происходит это вот на такой длинной 10-метровой установке, которая делает все - от нанесения паяльной пасты до пайки по термопрофилям.

Кстати, все серьёзно. Там заземлены даже коврики:

Как я говорил, начинается все с того, что на неразрезанный лист с печатными платами устанавливают вместе с металлическим шаблоном в начало станка. На шаблон густо намазывается паяльная паста, и ракельный нож проходя сверху оставляет точно отмерянные количества пасты в углублениях шаблона.

Шаблон поднимается, и паяльная паста оказывается в нужных местах на плате. Кассеты с компонентами устанавливаются в отсеки:

Каждый компонент заводится в соответствующую ему кассету:

Компьютеру, управляющему станком, говорится где какой компонент находится:

И он начинает расставлять компоненты на плате.

Выглядит это вот так(видео не мое). Можно смотреть вечно:
Аппарат установки компонентов называется Yamaha YS100 и способен устанавливать 25000 компонентов в час(на один тратится 0.14 секунды).
Дальше плата проходит горячую и холодные зоны печки(холодная - это значит «всего» 140°С, по сравнению с 300°С в горячей части). Побыв строго определенное время в каждой зоне со строго определенной температурой, паяльная паста плавится, образуя одно целое с ножками элементов и печатной платой:

Запаянный лист плат выглядит вот так:

Все. Плата разрезается, если нужно и упаковывается, чтобы вскоре уехать к заказчику:

Примеры
Напоследок, примеры того, что технотех может делать. Например, конструирование и изготовление многослойных плат(до 20 слоев), включая платы для BGA компонентов и HDI платы:
C со всеми «номерными» военными приемками(да, на каждой плате вручную ставится номер и дата изготовления - этого требуют военные):

Проектирование, изготовления и сборка плат практически любой сложности, из своих или из компонентов заказчика:

И ВЧ, СВЧ, платы с металлизированным торцом и металлическим основанием(фотографий этого я не сделал, к сожалению).
Конечно, они не конкурент резониту в плане быстрых прототипов плат, но если у вас от 5 штук, рекомендую запросить у них стоимость изготовления - они очень хотят работать с гражданскими заказами.
И все-таки, в России производство еще есть. Что бы там не говорили.
Напоследок можно отдышаться, поднять глаза на потолок и попытаться разобраться в хитросплетениях труб: