How to make an electronic circuit board. Production of high-quality printed circuit boards in "home" conditions. Project transfer to fiberglass
Printed circuit board- this is a dielectric base, on the surface and in the volume of which conductive paths are applied in accordance with the electrical circuit. The printed circuit board is intended for mechanical fastening and electrical connection between each other by soldering the leads of electronic and electrical products installed on it.
The operations of cutting a workpiece from fiberglass, drilling holes and etching a printed circuit board to obtain current-carrying tracks, regardless of the method of drawing a pattern on a printed circuit board, are performed using the same technology.
Manual application technology
PCB tracks
Template preparation
The paper on which the PCB layout is drawn is usually thin and for more accurate drilling of holes, especially when using a handmade home-made drill, so that the drill does not lead to the side, it is required to make it denser. To do this, you need to glue the printed circuit board pattern onto thicker paper or thin thick cardboard using any glue, such as PVA or Moment.

Cutting a workpiece
A blank of foil fiberglass of a suitable size is selected, a printed circuit board template is applied to the blank and outlined around the perimeter with a marker, a soft simple pencil, or drawing a line with a sharp object.

Next, fiberglass is cut along the marked lines using metal scissors or cut with a hacksaw. Scissors cut faster and no dust. But it must be taken into account that when cutting with scissors, fiberglass is strongly bent, which somewhat worsens the strength of gluing copper foil, and if re-soldering of the elements is required, the tracks may peel off. Therefore, if the board is large and with very thin tracks, then it is better to cut it off with a hacksaw.

A printed circuit board pattern template is glued onto the cut-out blank using Moment glue, four drops of which are applied to the corners of the blank.

Since the glue sets in just a few minutes, you can immediately start drilling holes for radio components.
Hole drilling
It is best to drill holes using a special mini drilling machine with a 0.7-0.8 mm carbide drill. If a mini drilling machine is not available, then you can drill holes with a low-power drill with a simple drill. But when working with a universal hand drill, the number of broken drills will depend on the hardness of your hand. One drill is definitely not enough.

If the drill cannot be clamped, then its shank can be wrapped with several layers of paper or one layer of sandpaper. It is possible to wind tightly coil to coil of a thin metal wire on the shank.

After drilling is completed, it is checked whether all holes have been drilled. This is clearly visible if you look at the printed circuit board through the light. As you can see, there are no missing holes.
Drawing a topographic drawing
In order to protect the places of the foil on the fiberglass that will be conductive paths from destruction during etching, they must be covered with a mask that is resistant to dissolution in an aqueous solution. For the convenience of drawing tracks, it is better to pre-mark them with a soft, simple pencil or marker.
Before marking, it is necessary to remove traces of Moment glue, which glued the printed circuit board template. Since the glue has not hardened much, it can be easily removed by rolling it with your finger. The surface of the foil must also be degreased with a rag with any means, such as acetone or white spirit (as refined gasoline is called), and you can use any dishwashing detergent, such as Ferry.

After marking the tracks of the printed circuit board, you can begin to apply their pattern. Any waterproof enamel is well suited for drawing tracks, for example, alkyd enamel of the PF series, diluted to a suitable consistency with a white spirit solvent. You can draw tracks with different tools - a glass or metal drawing pen, a medical needle and even a toothpick. In this article, I will show you how to draw PCB tracks using a drawing pen and a ballerina, which are designed to be drawn on paper with ink.

Previously, there were no computers and all the drawings were drawn with simple pencils on whatman paper and then transferred with ink to tracing paper, from which copies were made using copiers.
Drawing a picture begins with contact pads, which are drawn with a ballerina. To do this, you need to adjust the gap of the sliding jaws of the drawer of the ballerina to the required line width and to set the diameter of the circle, adjust the second screw by moving the drawer from the axis of rotation.
Next, the drawer of the ballerina for a length of 5-10 mm is filled with paint with a brush. For applying a protective layer on a printed circuit board, paint of the PF or GF brand is best suited, as it dries slowly and allows you to work calmly. NC brand paint can also be used, but it is difficult to work with it, as it dries quickly. The paint should lay down well and not spread. Before drawing, the paint must be diluted to a liquid consistency, adding a suitable solvent to it little by little with vigorous stirring and trying to draw on scraps of fiberglass. To work with paint, it is most convenient to pour it into a nail polish bottle, in the twist of which a solvent-resistant brush is installed.
After adjusting the drawer of the ballerina and obtaining the required line parameters, you can begin to apply contact pads. To do this, the sharp part of the axis is inserted into the hole and the base of the ballerina is rotated in a circle.

With the correct setting of the drawing pen and the desired consistency of paint around the holes on the printed circuit board, circles of perfectly round shape are obtained. When the ballerina begins to draw poorly, the remnants of dried paint are removed from the drawer gap with a cloth and the drawer is filled with fresh paint. to outline all the holes on this printed circuit board with circles, it took only two refills of the drawing pen and no more than two minutes of time.
When the round contact pads on the board are drawn, you can start drawing conductive tracks using a manual drawing pen. The preparation and adjustment of a manual drawing pen is no different from the preparation of a ballerina.
The only thing that is additionally needed is a flat ruler, with pieces of rubber glued on one of its sides along the edges, 2.5-3 mm thick, so that the ruler does not slip during operation and the fiberglass, without touching the ruler, can freely pass under it. A wooden triangle is best suited as a ruler, it is stable and at the same time can serve as a support for the hand when drawing a printed circuit board.

So that the printed circuit board does not slip when drawing tracks, it is advisable to place it on a sheet of sandpaper, which is two sandpaper sheets riveted together with paper sides.

If, when drawing paths and circles, they touched, then no action should be taken. It is necessary to allow the paint on the printed circuit board to dry to a state where it will not stain when touched, and use the edge of a knife to remove the excess part of the pattern. In order for the paint to dry faster, the board must be placed in a warm place, for example, in winter, on a radiator. In the summer season - under the rays of the sun.

When the pattern on the printed circuit board is completely applied and all defects are corrected, you can proceed to etching it.
Printed circuit board drawing technology
using a laser printer
When printing on a laser printer, the image formed by the toner is transferred electrostatically from the photo drum, on which the laser beam painted the image, onto paper. The toner is held onto the paper, preserving the image, only due to electrostatics. To fix the toner, the paper is rolled between rollers, one of which is a thermal oven heated to a temperature of 180-220°C. The toner melts and penetrates the texture of the paper. After cooling, the toner hardens and adheres firmly to the paper. If the paper is heated again to 180-220°C, the toner will again become liquid. This property of the toner is used to transfer the image of current-carrying tracks to a printed circuit board at home.
After the file with the printed circuit board drawing is ready, it is necessary to print it using a laser printer on paper. Please note that the image of the printed circuit board drawing for this technology must be viewed from the side of the installation of parts! An inkjet printer is not suitable for these purposes, as it works on a different principle.
Preparing a paper template for transferring a pattern to a printed circuit board
If you print a printed circuit board pattern on ordinary paper for office equipment, then due to its porous structure, the toner will penetrate deeply into the body of the paper and when the toner is transferred to the printed circuit board, most of it will remain in the paper. In addition, there will be difficulties with removing paper from the printed circuit board. You will have to soak it in water for a long time. Therefore, to prepare a photomask, you need paper that does not have a porous structure, such as photographic paper, a substrate from self-adhesive films and labels, tracing paper, pages from glossy magazines.
As the paper for printing the PCB design, I use tracing paper from old stock. Tracing paper is very thin and it is impossible to print a template directly on it, it jams in the printer. To solve this problem, before printing on a piece of tracing paper of the required size, apply a drop of any glue in the corners and stick it on a sheet of A4 office paper.

This technique allows you to print a printed circuit board pattern even on the thinnest paper or film. In order for the toner thickness of the pattern to be maximum, before printing, you need to configure the “Printer Properties” by turning off the economical printing mode, and if this function is not available, then select the roughest type of paper, such as cardboard or something like that. It is quite possible that you will not get a good print the first time, and you will have to experiment a little, choosing the best print mode for a laser printer. In the resulting print of the pattern, the tracks and contact pads of the printed circuit board must be dense without gaps and smearing, since retouching is useless at this technological stage.

It remains to cut the tracing paper along the contour and the template for the manufacture of the printed circuit board will be ready and you can proceed to the next step, transferring the image to the fiberglass.
Transferring a pattern from paper to fiberglass
Transferring the PCB pattern is the most critical step. The essence of the technology is simple, paper, with the side of the printed pattern of the tracks of the printed circuit board, is applied to the copper foil of the fiberglass and pressed with great effort. Next, this sandwich is heated to a temperature of 180-220°C and then cooled to room temperature. The paper is torn off, and the pattern remains on the printed circuit board.
Some craftsmen suggest transferring a pattern from paper to a printed circuit board using an electric iron. I tried this method, but the result was unstable. It is difficult to simultaneously heat the toner to the desired temperature and evenly press the paper against the entire surface of the printed circuit board when the toner solidifies. As a result, the pattern is not completely transferred and there are gaps in the pattern of PCB tracks. It is possible that the iron did not heat up enough, although the regulator was set to the maximum heating of the iron. I did not want to open the iron and reconfigure the thermostat. Therefore, I used another technology that is less laborious and provides a hundred percent result.
On a printed circuit board cut to size and degreased with acetone, a blank of foil fiberglass was glued to the corners of a tracing paper with a pattern printed on it. On top of the tracing paper put, for a more uniform pressure, heels of sheets of office paper. The resulting package was placed on a sheet of plywood and covered with a sheet of the same size on top. This whole sandwich was clamped with maximum force in the clamps.

It remains to heat the made sandwich to a temperature of 200 ° C and cool. An electric oven with a temperature controller is ideal for heating. It is enough to place the created structure in a cabinet, wait for the set temperature to reach, and after half an hour remove the board for cooling.

If an electric oven is not available, then you can also use a gas oven by adjusting the temperature with the gas supply knob according to the built-in thermometer. If there is no thermometer or it is faulty, then women can help, the position of the regulator knob, at which pies are baked, will do.

Since the ends of the plywood were warped, just in case, I clamped them with additional clamps. to avoid this phenomenon, it is better to clamp the printed circuit board between metal sheets 5-6 mm thick. You can drill holes in their corners and clamp the printed circuit boards, tighten the plates with screws and nuts. M10 will be enough.
After half an hour, the design has cooled down enough for the toner to harden, the board can be removed. At the first glance at the removed printed circuit board, it becomes clear that the toner transferred from the tracing paper to the board perfectly. The tracing paper fit snugly and evenly along the lines of the printed tracks, the rings of the pads and the marking letters.

The tracing paper easily came off almost all tracks of the printed circuit board, the remains of the tracing paper were removed with a damp cloth. But still, there were gaps in several places on the printed tracks. This can happen as a result of uneven printing of the printer or remaining dirt or corrosion on the fiberglass foil. Gaps can be filled with any waterproof paint, nail polish or retouched with a marker.

To check the suitability of a marker for retouching a printed circuit board, you need to draw lines on paper with it and moisten the paper with water. If the lines do not blur, then the retouching marker is suitable.

Etching a printed circuit board at home is best in a solution of ferric chloride or hydrogen peroxide with citric acid. After etching, the toner from the printed tracks is easily removed with a swab dipped in acetone.
Then holes are drilled, conductive paths and contact pads are tinned, and radioelements are soldered.

This form was taken by a printed circuit board with radio components installed on it. The result was a power supply and switching unit for an electronic system that complements an ordinary toilet bowl with a bidet function.
PCB etching
To remove copper foil from unprotected areas of foil fiberglass in the manufacture of printed circuit boards at home, radio amateurs usually use a chemical method. The printed circuit board is placed in an etching solution and, due to a chemical reaction, the copper, unprotected by the mask, dissolves.
Etching solution recipes
Depending on the availability of components, radio amateurs use one of the solutions shown in the table below. Etching solutions are listed in order of popularity for their use by radio amateurs in the home.
| Solution name | Compound | Quantity | Cooking technology | Advantages | disadvantages |
|---|---|---|---|---|---|
| Hydrogen peroxide plus citric acid | Hydrogen peroxide (H 2 O 2) | 100 ml | Dissolve citric acid and table salt in a 3% hydrogen peroxide solution | Availability of components, high pickling rate, safety | Not stored |
| Citric acid (C 6 H 8 O 7) | 30 g | ||||
| Salt (NaCl) | 5 g | ||||
| Aqueous solution of ferric chloride | Water (H2O) | 300 ml | Dissolve ferric chloride in warm water | Sufficient etching rate, reusable | Low availability of ferric chloride |
| Ferric chloride (FeCl 3) | 100 g | Hydrogen peroxide plus hydrochloric acid | Hydrogen peroxide (H 2 O 2) | 200 ml | Pour 10% hydrochloric acid into a 3% hydrogen peroxide solution | High pickling rate, reusable | Requires high precision |
| Hydrochloric acid (HCl) | 200 ml | ||||
| Aqueous solution of copper sulphate | Water (H2O) | 500 ml | In hot water (50-80 ° C), dissolve table salt, and then blue vitriol | Component Availability | The toxicity of copper sulfate and slow etching, up to 4 hours |
| Copper sulfate (CuSO 4) | 50 g | ||||
| Salt (NaCl) | 100 g | ||||
Etch printed circuit boards in metal utensils are not allowed. To do this, use a container made of glass, ceramic or plastic. It is allowed to dispose of the spent pickling solution into the sewer.
Etching solution of hydrogen peroxide and citric acid
A solution based on hydrogen peroxide with citric acid dissolved in it is the safest, most affordable and fastest working. Of all the listed solutions, by all criteria, this is the best.

Hydrogen peroxide can be purchased at any pharmacy. Sold in the form of a liquid 3% solution or tablets called hydroperite. To obtain a liquid 3% solution of hydrogen peroxide from hydroperite, you need to dissolve 6 tablets weighing 1.5 grams in 100 ml of water.
Citric acid in the form of crystals is sold in any grocery store, packaged in bags weighing 30 or 50 grams. Table salt can be found in any home. 100 ml of pickling solution is enough to remove 35 µm thick copper foil from a 100 cm2 printed circuit board. The spent solution is not stored and cannot be reused. By the way, citric acid can be replaced with acetic acid, but because of its pungent smell, you will have to pickle the printed circuit board in the open air.
Pickling solution based on ferric chloride
The second most popular pickling solution is an aqueous solution of ferric chloride. Previously, it was the most popular, since ferric chloride was easy to get at any industrial enterprise.

The etching solution is not picky about the temperature, it etchs rather quickly, but the etching rate decreases as the ferric chloride in the solution is consumed.

Ferric chloride is very hygroscopic and therefore quickly absorbs water from the air. As a result, a yellow liquid appears at the bottom of the jar. This does not affect the quality of the component and such ferric chloride is suitable for the preparation of an etching solution.
If the used solution of ferric chloride is stored in an airtight container, then it can be used repeatedly. To be regenerated, it is enough to pour iron nails into the solution (they will immediately be covered with a loose layer of copper). Leaves hard-to-remove yellow spots upon contact with any surface. At present, a solution of ferric chloride for the manufacture of printed circuit boards is used less frequently due to its high cost.
Etching solution based on hydrogen peroxide and hydrochloric acid
Excellent pickling solution, provides high pickling speed. Hydrochloric acid, with vigorous stirring, is poured into a 3% aqueous solution of hydrogen peroxide in a thin stream. Pouring hydrogen peroxide into acid is unacceptable! But due to the presence of hydrochloric acid in the etching solution, great care must be taken when etching the board, since the solution corrodes the skin of the hands and spoils everything it gets on. For this reason, an etching solution with hydrochloric acid at home is not recommended.
Etching solution based on copper sulphate
The method of manufacturing printed circuit boards using copper sulphate is usually used if it is impossible to manufacture etching solutions based on other components due to their unavailability. Copper sulfate is a pesticide and is widely used for pest control in agriculture. In addition, the PCB etching time is up to 4 hours, while it is necessary to maintain the temperature of the solution at 50-80°C and ensure that the solution is constantly changed at the etched surface.
PCB etching technology
For etching the board in any of the above etching solutions, glass, ceramic or plastic utensils, such as dairy products, are suitable. If there is no suitable container size at hand, then you can take any box made of thick paper or cardboard of a suitable size and line its inside with plastic wrap. An etching solution is poured into the container and a printed circuit board is carefully placed on its surface with a pattern down. Due to the forces of the surface tension of the liquid and the low weight, the board will float.

For convenience, a cork from a plastic bottle can be glued to the center of the board with glue. The cork will simultaneously serve as a handle and a float. But there is a danger that air bubbles form on the board and in these places the copper will not corrode.

To ensure uniform etching of copper, you can put the printed circuit board on the bottom of the tank with the pattern up and periodically shake the bath with your hand. After a while, depending on the pickling solution, areas without copper will begin to appear, and then the copper will completely dissolve on the entire surface of the printed circuit board.

After the final dissolution of copper in the pickling solution, the printed circuit board is removed from the bath and thoroughly washed under running water. The toner is removed from the tracks with a rag soaked in acetone, and the paint is well removed with a rag soaked in a solvent that was added to the paint to obtain the desired consistency.
Preparing the printed circuit board for the installation of radio components
The next step is to prepare the printed circuit board for the installation of radio elements. After removing the paint from the board, the tracks must be processed in a circular motion with fine sandpaper. You don’t need to get carried away, because the copper tracks are thin and can be easily grinded off. Just a few passes with a low-pressure abrasive is sufficient.

Further, the current-carrying tracks and contact pads of the printed circuit board are covered with an alcohol-rosin flux and tinned with soft solder with an eclectic soldering iron. so that the holes on the printed circuit board are not tightened with solder, you need to take a little of it on the soldering iron tip.

After completing the manufacture of the printed circuit board, all that remains is to insert the radio components into the intended positions and solder their leads to the sites. Before soldering, the legs of the parts must be moistened with alcohol-rosin flux. If the legs of the radio components are long, then they must be cut with side cutters before soldering to a protrusion length of 1-1.5 mm above the surface of the printed circuit board. After completing the installation of the parts, it is necessary to remove the remains of rosin using any solvent - alcohol, white spirit or acetone. They all successfully dissolve rosin.

This simple capacitive relay circuit took no more than five hours to complete from the PCB traces to a working prototype, much less than the layout of this page.
Tahiti! .. Tahiti! ..
We have not been to any Tahiti!
We are well fed here!
© Cartoon cat
Introduction with digression
How were boards made before in domestic and laboratory conditions? There were several ways - for example:
- drew future conductors with penguins;
- engraved and cut with cutters;
- they glued adhesive tape or electrical tape, then the drawing was cut out with a scalpel;
- the simplest stencils were made, followed by drawing with an airbrush.
The missing elements were drawn with drawing pen and retouched with a scalpel.
It was a long and laborious process, requiring remarkable artistic abilities and accuracy from the “drawer”. The thickness of the lines hardly fit into 0.8 mm, there was no repetition accuracy, each board had to be drawn separately, which greatly hindered the release of even a very small batch printed circuit boards(hereinafter - PP).
What do we have today?
Progress does not stand still. The times when radio amateurs painted PP with stone axes on mammoth skins have sunk into oblivion. The appearance on the market of publicly available chemistry for photolithography opens up completely different prospects for the production of PP without hole plating at home.
Let's take a quick look at the chemistry used to make PP today.
Photoresist
You can use liquid or film. Film in this article will not be considered due to its scarcity, the difficulties of rolling to the PCB and the lower quality of the printed circuit boards obtained at the output.
After analyzing market offers, I settled on POSITIV 20 as the optimal photoresist for home PCB production.
Purpose:
POSITIV 20 is a photosensitive varnish. It is used in small-scale production of printed circuit boards, engravings on copper, when carrying out work related to the transfer of images to various materials.
Properties:
High exposure characteristics ensure good contrast of transferred images.
Application:
It is used in areas related to the transfer of images to glass, plastics, metals, etc. in small-scale production. The method of application is indicated on the bottle.
Characteristics:
Color: blue
Density: at 20°C 0.87 g/cm3
Drying time: at 70°C 15 min.
Consumption: 15 l/m2
Maximum photosensitivity: 310-440nm
The instructions for the photoresist say that it can be stored at room temperature and it is not subject to aging. Strongly disagree! You need to store it in a cool place, for example, on the bottom shelf of the refrigerator, where the temperature is usually maintained at + 2 ... + 6 ° C. But in no case do not allow negative temperatures!
If you use photoresists that are sold "in bulk" and do not have light-tight packaging, you need to take care of protection from light. It is necessary to store in complete darkness and at a temperature of +2 ... + 6 ° C.
Enlightener
Similarly, I find TRANSPARENT 21, which I use all the time, to be the most suitable illuminator.
Purpose:
Allows direct transfer of images to surfaces coated with POSITIV 20 photosensitive emulsion or other photoresist.
Properties:
Gives transparency to paper. Provides UV light transmission.
Application:
For quick transfer of contours of drawings and diagrams to the substrate. Allows you to significantly simplify the process of reproduction and reduce time s e costs.
Characteristics:
Color: transparent
Density: at 20°C 0.79 g/cm3
Drying time: at 20°C 30 min.
Note:
Instead of plain paper with an illuminator, you can use a transparent film for inkjet or laser printers, depending on what we will print the photomask on.
Photoresist Developer
There are many different solutions for developing photoresist.
It is advised to develop with a solution of "liquid glass". Its chemical composition: Na 2 SiO 3 * 5H 2 O. This substance has a huge number of advantages. The most important thing is that it is very difficult to overexpose PP in it - you can leave PP for a non-fixed time. The solution almost does not change its properties with temperature changes (there is no risk of decomposition with increasing temperature), it also has a very long shelf life - its concentration remains constant for at least a couple of years. The absence of the problem of overexposure in the solution will make it possible to increase its concentration in order to reduce the time of manifestation of PP. It is recommended to mix 1 part concentrate with 180 parts water (a little over 1.7 g of silicate in 200 ml of water), but it is possible to make the mixture more concentrated so that the image develops in about 5 seconds without the risk of surface damage due to overexposure. If it is not possible to purchase sodium silicate, use sodium carbonate (Na 2 CO 3) or potassium carbonate (K 2 CO 3).
I have not tried either the first or the second, so I will tell you what I have been showing without any problems for several years now. I use an aqueous solution of caustic soda. For 1 liter of cold water - 7 grams of caustic soda. If there is no NaOH, I use a KOH solution, doubling the concentration of alkali in the solution. The development time is 30-60 seconds with the correct exposure. If, after 2 minutes, the pattern does not appear (or appears weakly), and the photoresist begins to wash off from the workpiece, it means that the exposure time has been chosen incorrectly: you need to increase it. If, on the contrary, it quickly appears, but both the illuminated and unexposed areas are washed off, either the concentration of the solution is too high or the quality of the photomask is low (ultraviolet passes freely through the “black”): you need to increase the print density of the template.
Copper pickling solutions
Excess copper from printed circuit boards is etched using various etchants. Among people doing this at home, ammonium persulfate, hydrogen peroxide + hydrochloric acid, copper sulfate solution + table salt are often common.
I always poison with ferric chloride in glassware. When working with the solution, you need to be careful and attentive: if it gets on clothes and objects, rusty spots remain, which are difficult to remove with a weak solution of citric (lemon juice) or oxalic acid.
We heat the concentrated solution of ferric chloride to 50-60 ° C, immerse the workpiece in it, gently and effortlessly drive with a glass rod with a cotton swab at the end over areas where copper is less etched - this achieves more even etching over the entire area of the PCB. If the speed is not forced to equalize, the required duration of etching increases, and this eventually leads to the fact that in areas where copper has already been etched, etching of the tracks begins. As a result, we do not have what we wanted to get. It is highly desirable to provide continuous mixing of the pickling solution.
Chemistry for removing photoresist
What is the easiest way to wash off the already unnecessary photoresist after etching? After repeated trial and error, I settled on ordinary acetone. When it is not there, I wash it off with any solvent for nitro paints.
So, we make a printed circuit board
Where does a high quality PCB start? Correctly:
Creating a high quality photomask
For its manufacture, you can use almost any modern laser or inkjet printer. Given that we are using a positive photoresist in this article, where copper should remain on the PCB, the printer should draw black. Where there should be no copper, the printer should not draw anything. A very important point when printing a photomask: you need to set the maximum dye watering (in the printer driver settings). The more black the shaded areas are, the more likely you are to get a great result. Color is not needed, a black cartridge is enough. From that program (we will not consider programs: everyone is free to choose for himself - from PCAD to Paintbrush), in which the photomask was drawn, we print on a regular sheet of paper. The higher the resolution when printing and the better the paper, the higher the quality of the photomask will be. I recommend at least 600 dpi, the paper should not be very thick. When printing, we take into account that the side of the sheet on which the paint is applied, the template will be placed on the PP blank. If done otherwise, the edges of the PCB conductors will be blurry, fuzzy. Let the paint dry if it was an inkjet printer. Next, we impregnate TRANSPARENT 21 paper, let it dry and ... the photomask is ready.
Instead of paper and an illuminator, it is possible and even very desirable to use a transparent film for laser (when printing on a laser printer) or inkjet (for inkjet printing) printers. Please note that these films have unequal sides: only one working. If you're using laser printing, I highly recommend doing a "dry run" of the sheet of film before printing - just run the sheet through the printer, simulating printing, but not printing anything. Why is this needed? When printing, the fuser (oven) will heat up the sheet, which will inevitably lead to its deformation. As a result - an error in the geometry of the PP at the output. In the manufacture of double-sided PP, this is fraught with a mismatch of layers with all the consequences ... And with the help of a “dry” run, we will warm up the sheet, it will deform and be ready for printing a template. When printing, the sheet will pass through the oven for the second time, but the deformation will be much less significant - it has been tested repeatedly.
If the PCB is simple, you can draw it manually in a very convenient program with a Russified interface - Sprint Layout 3.0R (~650 KB).

At the preparatory stage, it is very convenient to draw not too bulky electrical circuits in the also Russified sPlan 4.0 program (~ 450 KB).

This is how ready-made photomasks printed on an Epson Stylus Color 740 printer look like:


We print only in black, with the maximum watering of the dye. Material - transparent film for inkjet printers.
Preparing the PCB surface for photoresist application
For the production of PP, sheet materials with applied copper foil are used. The most common options are with a copper thickness of 18 and 35 microns. Most often, for the production of PP at home, sheet textolite (a fabric pressed with glue in several layers), fiberglass (the same thing, but epoxy compounds are used as glue) and getinax (pressed paper with glue) are used. Less often - sittal and polycor (high-frequency ceramics - used extremely rarely at home), fluoroplastic (organic plastic). The latter is also used for the manufacture of high-frequency devices and, having very good electrical characteristics, can be used anywhere and everywhere, but its use is limited by a high price.
First of all, you need to make sure that the workpiece does not have deep scratches, burrs and areas affected by corrosion. Next, it is desirable to polish the copper to a mirror. We polish without being particularly zealous, otherwise we will erase the already thin layer of copper (35 microns) or, in any case, we will achieve different thicknesses of copper on the surface of the workpiece. And this, in turn, will lead to a different etching speed: it is etched faster where it is thinner. And a thinner conductor on the board is not always good. Especially if it is long and a decent current will flow through it. If the copper on the workpiece is of high quality, without sins, then it is enough to degrease the surface.
Deposition of photoresist on the surface of the workpiece
We place the board on a horizontal or slightly inclined surface and apply the composition from an aerosol package from a distance of about 20 cm. Remember that the most important enemy in this case is dust. Every particle of dust on the surface of the workpiece is a source of problems. To create a uniform coating, spray the spray in a continuous zigzag motion, starting from the top left corner. Do not overspray as this causes unwanted streaks and results in uneven coating thickness requiring longer exposure times. In summer, high ambient temperatures may require re-treatment, or spraying from a shorter distance may be necessary to reduce evaporative losses. When spraying, do not tilt the can strongly - this leads to an increased consumption of propellant gas and, as a result, the aerosol can stops working, although there is still photoresist in it. If you get unsatisfactory results with spray coating of photoresist, use spin coating. In this case, the photoresist is applied to a board mounted on a rotating table with a drive of 300-1000 rpm. After finishing the coating, the board should not be exposed to strong light. By the color of the coating, you can approximately determine the thickness of the applied layer:
- light gray blue - 1-3 microns;
- dark gray blue - 3-6 microns;
- blue - 6-8 microns;
- dark blue - more than 8 microns.
On copper, the color of the coating may have a greenish tinge.
The thinner the coating on the workpiece, the better the result.
I always apply photoresist on a centrifuge. In my centrifuge, the rotation speed is 500-600 rpm. Fastening should be simple, clamping is done only at the ends of the workpiece. We fix the workpiece, start the centrifuge, spray on the center of the workpiece and observe how the photoresist spreads over the surface in a thin layer. By centrifugal forces, excess photoresist will be thrown off the future PP, so I highly recommend providing a protective wall so as not to turn the workplace into a pigsty. I use an ordinary pan, in the bottom of which a hole is made in the center. The axis of the electric motor passes through this hole, on which a mounting platform in the form of a cross of two aluminum rails is installed, along which the ears of the workpiece clamp “run”. The ears are made of aluminum corners clamped on the rail with a wing nut. Why aluminum? Small specific gravity and, as a result, less runout when the center of mass of rotation deviates from the center of rotation of the centrifuge axis. The more precisely the workpiece is centered, the less beating will be due to the eccentricity of the mass and the less effort will be required to rigidly fasten the centrifuge to the base.
Photoresist applied. Let it dry for 15-20 minutes, turn the workpiece over, apply a layer on the second side. We give another 15-20 minutes to dry. Do not forget that direct sunlight and fingers on the working sides of the workpiece are unacceptable.
Tanning of photoresist on the workpiece surface
We place the workpiece in the oven, gradually bring the temperature to 60-70 ° C. At this temperature we maintain 20-40 minutes. It is important that nothing touches the surfaces of the workpiece - only touches of the ends are allowed.
Alignment of the upper and lower photomasks on the surfaces of the workpiece
On each of the photomasks (upper and lower) there should be marks, according to which 2 holes must be made on the workpiece - to match the layers. The farther apart the marks, the higher the alignment accuracy. I usually place them diagonally across the templates. Using these marks on the workpiece, using a drilling machine, we drill two holes strictly at 90 ° (the thinner the holes, the more accurate the alignment - I use a 0.3 mm drill) and combine the templates along them, not forgetting that the template must be applied to the photoresist the side that was printed on. We press the templates to the workpiece with thin glasses. It is preferable to use quartz glasses - they transmit ultraviolet better. Plexiglas (plexiglass) gives even better results, but it has an unpleasant scratching property, which will inevitably affect the quality of the PP. For small PCB sizes, you can use a transparent cover from the CD package. In the absence of such glasses, ordinary window glass can also be used, increasing the exposure time. It is important that the glass is even, ensuring that the photomasks fit evenly on the workpiece, otherwise it will not be possible to obtain high-quality track edges on the finished PCB.

A blank with a photomask under plexiglass. We use the box from under the CD.
Exposure (flare)
The time required for exposure depends on the thickness of the photoresist layer and the intensity of the light source. POSITIV 20 photoresist lacquer is sensitive to ultraviolet rays, the maximum sensitivity falls on the area with a wavelength of 360-410 nm.
It is best to expose under lamps whose radiation range is in the ultraviolet region of the spectrum, but if you do not have such a lamp, you can use ordinary powerful incandescent lamps by increasing the exposure time. Do not start illumination until the illumination from the source stabilizes - it is necessary that the lamp warms up for 2-3 minutes. The exposure time depends on the thickness of the coating and is usually 60-120 seconds when the light source is located at a distance of 25-30 cm. The glass plates used can absorb up to 65% of ultraviolet, so in such cases it is necessary to increase the exposure time. Best results are achieved with transparent plexiglass plates. When using photoresist with a long shelf life, the exposure time may need to be doubled - remember: photoresists are subject to aging!
Examples of using different light sources:


UV lamps
We expose each side in turn, after the exposure we let the blank stand for 20-30 minutes in a dark place.
Development of the exposed workpiece
We develop in a solution of NaOH (caustic soda) - see the beginning of the article for details - at a solution temperature of 20-25 ° C. If there is no manifestation up to 2 minutes - small about exposure time. If it appears well, but useful areas are also washed off - you are too smart with the solution (the concentration is too high) or the exposure time is too long with this radiation source or the photomask is of poor quality - insufficiently saturated printed black color allows ultraviolet light to illuminate the workpiece.
When developing, I always very carefully, without effort, “roll” a cotton swab on a glass rod in those places where the exposed photoresist should be washed off - this speeds up the process.
Washing the workpiece from alkali and residues of exfoliated exposed photoresist
I do this under a faucet—ordinary tap water.
Retanning photoresist
We place the workpiece in the oven, gradually raise the temperature and hold at a temperature of 60-100 ° C for 60-120 minutes - the pattern becomes strong and solid.
Checking the development quality
For a short time (for 5-15 seconds) we immerse the workpiece in a solution of ferric chloride heated to a temperature of 50-60 ° C. Rinse quickly with running water. In places where there is no photoresist, intensive etching of copper begins. If a photoresist is accidentally left somewhere, carefully mechanically remove it. It is convenient to do this with a conventional or ophthalmic scalpel, armed with optics (soldering glasses, loupes a watchmaker, loop a on a tripod, microscope).
Etching
We pickle in a concentrated solution of ferric chloride with a temperature of 50-60°C. It is desirable to ensure continuous circulation of the pickling solution. We gently “massage” badly etched places with a cotton swab on a glass rod. If the ferric chloride is freshly prepared, the pickling time usually does not exceed 5-6 minutes. We wash the workpiece with running water.


Board etched
How to prepare a concentrated solution of ferric chloride? We dissolve FeCl 3 in slightly (up to 40 ° C) heated water until it ceases to dissolve. Filter the solution. You need to store in a dark, cool place in a sealed non-metallic package - in glass bottles, for example.
Removing unwanted photoresist
We wash off the photoresist from the tracks with acetone or a solvent for nitro-paints and nitro-enamels.
Hole drilling
It is advisable to select the diameter of the point of the future hole on the photomask in such a way that it would be convenient to drill later. For example, with the required hole diameter of 0.6-0.8 mm, the dot diameter on the photomask should be about 0.4-0.5 mm - in this case, the drill will be well centered.
It is advisable to use tungsten carbide-coated drills: HSS drills wear out very quickly, although steel can be used to drill large diameter single holes (more than 2 mm), since tungsten carbide-coated drills of this diameter are too expensive. When drilling holes with a diameter of less than 1 mm, it is better to use a vertical machine, otherwise your drills will break quickly. If you drill with a hand drill, distortions are inevitable, leading to inaccurate joining of holes between layers. The downward movement on a vertical drilling machine is the most optimal in terms of tool loading. Carbide drills are made with a rigid (i.e., the drill exactly fits the diameter of the hole) or thick (sometimes called "turbo") shank, having a standard size (usually 3.5 mm). When drilling with carbide-coated drills, it is important to firmly fix the PCB, since such a drill, when moving up, can lift the PCB, skew the perpendicularity and tear out a piece of the board.
Small diameter drills are usually inserted into either a collet chuck (various sizes) or a three-jaw chuck. For precise fixing, a three-jaw chuck is not the best option, and a small drill size (less than 1 mm) quickly grooves in the clamps, losing a good hold. Therefore, for drills with a diameter of less than 1 mm, it is better to use a collet chuck. Just in case, get an extra set containing spare collets for each size. Some inexpensive drills are made with plastic collets - throw them away and buy metal ones.
To obtain acceptable accuracy, it is necessary to properly organize the workplace, that is, firstly, to ensure good lighting of the board when drilling. To do this, you can use a halogen lamp, attaching it to a tripod to be able to choose a position (illuminate the right side). Secondly, raise the work surface about 15 cm above the countertop for better visual control over the process. It would be nice to remove dust and chips during the drilling process (you can use a regular vacuum cleaner), but this is not necessary. It should be noted that the dust from fiberglass generated during drilling is very caustic and, if it comes into contact with the skin, causes skin irritation. And finally, when working, it is very convenient to use the foot switch of the drilling machine.
Typical hole sizes:
- vias - 0.8 mm or less;
- integrated circuits, resistors, etc. - 0.7-0.8 mm;
- large diodes (1N4001) - 1.0 mm;
- contact pads, trimmers - up to 1.5 mm.
Try to avoid holes with a diameter of less than 0.7 mm. Always keep at least two spare drills 0.8 mm or less, as they always break just at the moment when you urgently need to order. Drills 1mm and larger are much more reliable, although it would be nice to have spare ones for them. When you need to make two identical boards, you can drill them at the same time to save time. In this case, it is necessary to very carefully drill holes in the center of the pad near each corner of the PCB, and for large boards, holes located close to the center. Lay the boards on top of each other and, using the 0.3mm centering holes in two opposite corners and the pins as pegs, secure the boards against each other.
If necessary, you can countersink holes with drills of a larger diameter.
Copper tinning on PP
If you need to irradiate the tracks on the PCB, you can use a soldering iron, soft low-melting solder, alcohol-rosin flux and coaxial cable braid. With large volumes, they are tinned in bathtubs filled with low-temperature solders with the addition of fluxes.
The most popular and simple melt for tinning is the low-melting alloy "Rose" (tin - 25%, lead - 25%, bismuth - 50%), the melting point of which is 93-96 ° C. The board is placed with tongs under the level of the liquid melt for 5-10 seconds and, having taken it out, it is checked whether the entire copper surface is covered evenly. If necessary, the operation is repeated. Immediately after removing the board from the melt, its remains are removed either with a rubber squeegee or by sharp shaking in a direction perpendicular to the plane of the board, while holding it in the clamp. Another way to remove residues of the Rose alloy is to heat the board in an oven and shake it. The operation can be repeated to achieve a mono-thick coating. To prevent oxidation of the hot melt, glycerin is added to the tinning tank so that its level covers the melt by 10 mm. After the end of the process, the board is washed from glycerin in running water. Attention! These operations involve working with installations and materials that are under the influence of high temperature, therefore, to prevent burns, it is necessary to use protective gloves, goggles and aprons.
The tin-lead tinning operation proceeds similarly, but the higher melt temperature limits the scope of this method in handicraft production.
Do not forget to clean the board from flux after tinning and degrease thoroughly.
If you have a large production, you can use chemical tinning.
Applying a protective mask
The operations with applying a protective mask exactly repeat everything that was written above: we apply a photoresist, dry, tan, center the photomasks of the masks, expose, develop, wash and tan again. Of course, we skip the steps with checking the quality of development, etching, removing photoresist, tinning and drilling. At the very end, we tan the mask for 2 hours at a temperature of about 90-100 ° C - it will become strong and hard, like glass. The formed mask protects the surface of the PCB from external influences and protects against theoretically possible short circuits during operation. It also plays an important role in automatic soldering - it does not allow the solder to “sit down” on neighboring sections, closing them.
That's it, the double-sided printed circuit board with the mask is ready.
I had to make PP in this way with the width of the tracks and the step between them up to 0.05 mm (!). But this is a piece of jewelry. And without much effort, you can make PP with a track width and a step between them of 0.15-0.2 mm.
I did not apply a mask to the board shown in the photographs - there was no such need.


Printed circuit board in the process of mounting components on it
And here is the device itself, for which the software was made:

This is a cellular telephone bridge that allows you to reduce the cost of mobile services by 2-10 times - for this it was worth fiddling with PP;). The PCB with soldered components is in the stand. Previously, there was an ordinary charger for mobile phone batteries.
Additional Information
Hole plating
At home, you can even metallize holes. To do this, the inner surface of the holes is treated with a 20-30% solution of silver nitrate (lapis). Then the surface is cleaned with a squeegee and the board is dried in the light (you can use a UV lamp). The essence of this operation is that under the action of light, silver nitrate decomposes, and inclusions of silver remain on the board. Next, copper is chemically precipitated from the solution: copper sulfate (copper sulfate) - 2 g, sodium hydroxide - 4 g, ammonia 25% - 1 ml, glycerin - 3.5 ml, formalin 10% - 8-15 ml, water - 100 ml. The shelf life of the prepared solution is very short - you need to prepare immediately before use. After the copper is deposited, the board is washed and dried. The layer is obtained very thin, its thickness must be increased to 50 microns by galvanizing.
Electroplating solution for copper plating:
For 1 liter of water, 250 g of copper sulfate (copper sulfate) and 50-80 g of concentrated sulfuric acid. The anode is a copper plate suspended parallel to the part to be coated. The voltage should be 3-4 V, current density - 0.02-0.3 A / cm 2, temperature - 18-30 ° C. The lower the current, the slower the metallization process, but the better the resulting coating.

Fragment of the printed circuit board, where the metallization is visible in the hole
Homemade photoresists
Photoresist based on gelatin and potassium bichromate:
First solution: pour 15 g of gelatin into 60 ml of boiled water and leave to swell for 2-3 hours. After swelling of the gelatin, place the container in a water bath at a temperature of 30-40 ° C until the gelatin is completely dissolved.
The second solution: in 40 ml of boiled water, dissolve 5 g of potassium dichromate (chromic peak, bright orange powder). Dissolve in low ambient light.
Pour the second into the first solution with vigorous stirring. Add a few drops of ammonia to the resulting mixture with a pipette until a straw color is obtained. The photographic emulsion is applied to the prepared board in very low light. The board dries to "tack" at room temperature in complete darkness. After exposure, wash the board in low diffused light in warm running water until the untanned gelatin is removed. To better evaluate the result, you can stain areas with unremoved gelatin with a solution of potassium permanganate.
Advanced Homemade Photoresist:
First solution: 17 g of wood glue, 3 ml of an aqueous solution of ammonia, 100 ml of water, leave to swell for a day, then heat in a water bath at 80 ° C until completely dissolved.
Second solution: 2.5 g potassium dichromate, 2.5 g ammonium dichromate, 3 ml aqueous ammonia solution, 30 ml water, 6 ml alcohol.
When the first solution has cooled to 50°C, pour the second solution into it with vigorous stirring and filter the resulting mixture ( this and subsequent operations must be carried out in a darkened room, sunlight is unacceptable!). The emulsion is applied at a temperature of 30-40°C. Further - as in the first recipe.
Photoresist based on ammonium dichromate and polyvinyl alcohol:
We prepare the solution: polyvinyl alcohol - 70-120 g / l, ammonium dichromate - 8-10 g / l, ethyl alcohol - 100-120 g / l. Avoid bright light! It is applied in 2 layers: the first layer - drying for 20-30 minutes at 30-45°C - the second layer - drying for 60 minutes at 35-45°C. The developer is a 40% solution of ethyl alcohol.
Chemical tinning
First of all, the board must be decapitated in order to remove the formed copper oxide: 2-3 seconds in a 5% hydrochloric acid solution, followed by rinsing in running water.
It is enough to simply carry out chemical tinning by immersing the board in an aqueous solution containing tin chloride. The release of tin on the surface of the copper coating occurs when immersed in a solution of tin salt, in which the copper potential is more electronegative than the coating material. A change in the potential in the desired direction is facilitated by the introduction of a complexing additive, thiocarbamide (thiourea), into the tin salt solution. Solutions of this type have the following composition (g/l):
Among the listed solutions, solutions 1 and 2 are the most common. Sometimes, as a surfactant for the 1st solution, it is proposed to use Progress detergent in an amount of 1 ml / l. The addition of 2-3 g/l of bismuth nitrate to the 2nd solution leads to the precipitation of an alloy containing up to 1.5% bismuth, which improves the solderability of the coating (prevents aging) and greatly increases the shelf life before soldering the components of the finished PP.
To preserve the surface, aerosol sprays based on fluxing compositions are used. After drying, the varnish applied to the surface of the workpiece forms a strong, smooth film that prevents oxidation. One of the popular substances is "SOLDERLAC" from Cramolin. Subsequent soldering is carried out directly on the treated surface without additional varnish removal. In especially critical cases of soldering, the varnish can be removed with an alcohol solution.
Artificial tinning solutions deteriorate over time, especially when exposed to air. Therefore, if you do not often have large orders, then try to immediately prepare a small amount of mortar, sufficient to tin the required amount of PP, and store the rest of the mortar in a closed container (bottles like those used in photographs that do not let air through are ideal). It is also necessary to protect the solution from contamination, which can greatly degrade the quality of the substance.
In conclusion, I want to say that it is still better to use ready-made photoresists and not bother with metallizing holes at home - you still won’t get great results.
Many thanks to the candidate of chemical sciences Filatov Igor Evgenievich for advice on chemistry-related matters.
I also want to express my gratitude Igor Chudakov.
A detailed story about the popular "laser-ironing" technology for manufacturing printed circuit boards, its features and nuances.
Printed circuit boards have been used in radio engineering for a very long time. In the production environment, there is a variety of equipment that allows you to produce boards on a mass scale. Such boards were previously produced by offset printing methods, which is why they were called "printed".
At home or in factory electrical laboratories involved in the repair of electrical equipment, such boards had to be painted by hand with various varnishes. A wide variety of drawing tools were used, from just a sharpened match to needles from a syringe and glass drawing pen.
The productivity of such labor was low, and the quality left much to be desired. If it was required to make several identical boards, then the second one was drawn without much inspiration, and those following it did not add optimism.
Now computer technologies have penetrated into all spheres of human activity, including amateur radio. It is no longer necessary to draw printed circuit boards by hand, except perhaps very simple ones that can even be cut with a knife. But first things first.
First of all, the printed circuit board must be designed according to the circuit diagram. Such work is performed on a computer using special programs. The most simple and accessible programs are Sprint-Layout. They are free and can be downloaded from the Internet. Their interface is intuitive and the use of the program does not cause difficulties.
In versions of programs, starting from the third, it is possible to insert a picture and simply trace it with lines of printed tracks. This function allows you to make boards published on the pages of magazines. A picture from a magazine, if simply printed, usually does not provide the required quality.

After the printed circuit board is designed and tested, it should be transferred to the future printed circuit board blank. And it is at this stage that care and accuracy should be exercised.
First of all, you should tell how to print and on what. These are the two main questions on which the final result depends.
The board pattern is printed on a laser printer with all economy modes turned off, which allows you to apply the thickest toner layer on the paper. This helps to improve the transfer of toner to the PCB blank. Now this technology is called "laser-ironing".
Its general meaning is quite simple: the pattern is placed on a blank (foil fiberglass), of course, with a pattern to the foil, after which it is ironed with an ordinary iron. The toner, melting, is transferred to the foil, leaving a board pattern on it. After that, the paper is soaked in water, and the board is etched as usual in a solution of ferric chloride.

Now about the subtleties and details of the whole process.
First of all, what should I print on? When this technology was known only by rumors, it was believed that the drawing should be printed on paper of the lowest quality. Such paper, thin and brown, was intended for typewriters. It was simply impossible to soak this paper, so it was proposed to first dissolve it, it seems, with hydrochloric acid. The paper did not dissolve well, and with it part of the drawing.
At that time, most researchers, apparently, printed similar pictures on state-owned printers, so there were proposals to make printouts even on household aluminum foil, some kind of films, and I still don’t remember on what.
In fact, everything turned out to be much simpler: coated paper from glossy magazines is best suited. At the same time, drawings and photographs on the pages do not affect the quality. The only thing that should be experienced is to choose a magazine that gives the best quality. Some magazines are chaffed to the point where they smooth onto the foil even without toner.
It is better to indicate the boundaries of the board on the printout with the help of "crosses" (this option is present in the program), rather than in a frame. The frame may pull the paper along with it during the smoothing process and distort the design.
It happens that the drawing does not smooth out well the first time, so several copies of it must be printed on one sheet of paper. The number of drawings per sheet is set in the program.
The blank for the board should not be cut exactly to size, but so that there is a margin of 6 ... 10 mm along the edges. It is cut off after the board is ready. This is necessary so that the extreme tracks of the picture turn out well. It is not clear why, it is these tracks that are poorly smoothed. Therefore, the sharp edges of the foil should be blunted by removing small chamfers.
Before smoothing the pattern with an iron, the workpiece should be cleaned with sandpaper so that the surface of the foil acquires a matte finish. After that, degrease the surface with acetone or gasoline.
Then put the paper with the pattern up on a flat surface, and already on it with the foil down, orienting along the crosses, the board blank. To fix the workpiece, bend the edges of the paper inside the resulting package. When smoothing, put the package, of course, with the paper up.
An ordinary iron for ironing linen should be heated to 200 degrees. The temperature can be controlled by an avometer, or selected empirically.
Smoothing should be done first with the entire plane of the iron to heat the board, and towards the end of the process, smooth the paper with the edge of the iron. To prevent coated paper from sticking to the iron at the beginning of smoothing, you can put ordinary clean paper under the iron. Under the smoothed blank, it is better to place a cardboard folder for papers or a magazine. This will allow the board to flex a little, which will eliminate the influence of unevenness, both on the board itself and on the desktop.
After smoothing, the entire package should be cooled by applying another iron, only cold, so that the pattern is better fixed on the board.
After these procedures, the smoothed paper should be soaked in warm 50 ... 60 degrees water. When the paper is sufficiently wet, it should be carefully removed. Remove paper residues stuck to the board by rubbing with your finger, like decals.
After a good quality impression is obtained, the workpiece should be etched in a ferric chloride solution as usual. After etching, the pattern is removed with acetone or gasoline.
The Sprint-Layout program allows you to draw holes for parts in the contact pads. These holes should be made with a diameter of at least 0.7 ... 0.8 mm. Then the foil in them will be etched to the textolite and it will not be necessary to core the holes: the drill will be centered in these etched holes. The accuracy of drilling is such that even microcircuits in 40-lead packages "sit down" in their places without any bending of the legs.
Boris Aladyshkin
PCB manufacturing technology at home
"... and experience is the son of difficult mistakes ..."
So, the board manufacturing process begins with a schematic diagram of the future device. At this stage, you determine not only how the components will be connected to each other, but also decide which components are suitable for your design. For example: use standard parts or SMD (which, by the way, also come in various sizes). The size of the future fee will depend on this.
Next, we decide on the choice of software with which you will draw the future board. If a circuit diagram can be drawn by hand, then it won’t work like that with a printed circuit board drawing (especially when it comes to SMD components). I use . I downloaded it a long time ago and I use it. A very good program, with an intuitive interface, nothing more. In the program we create a drawing of a printed circuit board.
Haven't revealed any secrets yet? So: when the board drawing has already been created, you have made sure that the location of the components is correct, you should set the "ground" i.e. fill the gaps between the tracks and holes, for this the program has a special function that does this automatically (the default is a gap of 0.4 mm). Why is this needed? To make etching (we will discuss it later) in less time, it will be easier for you to control the process and it is also useful to do this from circuit design considerations ...

Note: when designing the board, try not to make holes smaller than 0.5 mm in diameter, unless, of course, you have a special machine for drilling holes, but more on that later...
Fine! We have drawn a drawing of the future printed circuit board, now it needs to be printed on a LASER printer (Lut means laser). To do this, click the print. The above program creates a special file, while you can choose the number of copies, their location, make a frame, specify the size of the holes and mirror.
Note: if you are making a double-sided printed circuit board, then the front part must be reflected horizontally, and the wrong side should be left as is. ConcerningSprint- layout, then it is better to do this at the stage of creating the circuit, and not at the stage of preparing the file for printing, since there are "glitches" with the "mass", it disappears, in places.
And yet, it is better to print several copies, even if you only need one copy, because defects may appear in the next steps and in order not to run to the printer every time, do it in advance.
What to print on? To begin with, we print on a regular sheet of paper to make sure for the last time that everything is done correctly, that all components are the right size. This will also warm up the printer.

Now we set the maximum density of the toner, disable all saving modes (by the way, it is better to use a fresh cartridge). We take a substrate from self-adhesive paper, better from "velvet" (it gives the best result, maybe this is due to the fact that it is thicker), insert the shiny side into the printer and click on "print". Ready!

Note: from now on, you can not touch this paper, only by the edges, otherwise you can smudge the drawing!
About the reuse of the substrate. Let's say that you printed a drawing, and it took up only half of the sheet, you don't need to throw away the other half, you can also print on it, BUT! for some reason, when reprinting, the printer "chews" paper in 20% of cases, so be careful!
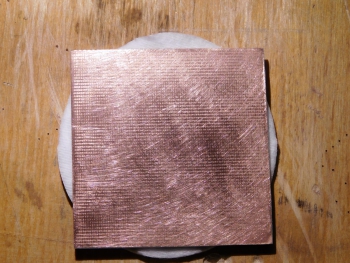
We prepare textolite
I use a regular foil fiberglass 1 mm thick, which is sold in a radio parts store. Since we want to make a double-sided board, we buy a double-sided textolite. We cut off the desired piece, no need to make a stock, it will not be needed. Cut off. We take a zero skin and skin the textolite to a shine on both sides, if small scratches remain, then it's okay, the toner will hold on better (but without fanaticism!). Next, we take acetone (alcohol) and wipe the board on both sides to degrease it. Ready!


Note: when you are sanding the textolite, pay attention to the corners of the board, very often they are “under-sanded” or, even worse, “re-sanded”, this is when there is no foil left at all. After wiping with acetone, the board also cannot be touched by hands, you can only take it by the edges, preferably with tweezers.

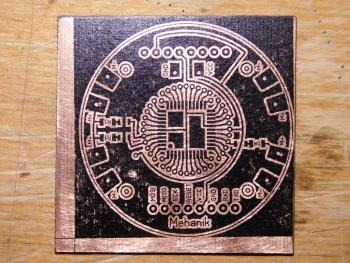
Next is the most crucial stage: transferring the pattern from paper to textolite. It is done with the help of an iron (lut means iron). Anyone will do here. We heat it up to 200 degrees (often this is the maximum temperature of the iron, so we just bring the regulator to the maximum and wait for it to heat up).
Now here are the secrets! To transfer the printed circuit board pattern from paper to textolite, it is necessary to attach the paper to the textolite with the right side, then press down with an iron and smooth it well. Like nothing complicated? But the most difficult thing is to apply the iron so as not to sweep the paper, especially if the handkerchief is small and you make it in a single copy, besides, it is not so easy to use the iron. There is an interesting way to make the task easier.
Note: We are looking at making double-sided printed circuit boards, so a little about paper preparation. In some sources, it is advised to do this: we transfer one side, seal the opposite with adhesive tape or electrical tape, poison one side, then drill holes, combine the pattern of the other side, then transfer it again, glue it, poison it. This takes a lot of time, because, in fact, you need to pickle two boards! You can speed up the process.
We take two pieces of paper, on which there is a drawing from the front and back sides, we combine them. This is best done on a window pane or on a transparent backlit table. Note! in this case, it is necessary to cut off the papers with a margin, the more the better, but without fanaticism, 1-1.5 cm is enough. We fasten them with a stapler from 3 sides (no glue!), We get an envelope in which we put the board and align it.

The most interesting. We take two pieces of textolite (see the size in the figure), put them with the foil side to each other, and place an “envelope” with the board between them, and fix the edges of this sandwich with paper clips so that the textolite sheets do not move relative to each other.

Note: for these purposes, it is better to choose a thinner textolite, it will warm up faster, and will be able to deform where necessary.

Now, we take the iron and calmly apply it to our sandwich, and we press with all our strength, first on one side, then turn it over and press on the other. For the best effect, after the first pressure, I recommend making several circular movements with the iron to be sure that the paper is pressed in all places. You don’t need to iron for a long time, usually no more than 1-3 minutes for everything, but no one will tell you the exact time, because it depends on the size of the board, the amount of toner. The main thing is not to overexpose, because in this case the toner can simply spread, and if it is underexposed, the drawing may not be completely transferred. Practice, folks, practice!
Then you can open the sandwich and make sure that the paper is stuck to the textolite on all sides, i.e. no air bubbles. And we quickly carry a fee under running water, and cool it (with cold water, of course).
Note: If you used a substrate from self-adhesive paper, then under water it falls off by itself from the textolite and the board quietly falls out of the envelope. If you used a velvet paper backing (thicker), then this will not work with it. We take scissors and cut off the sides of the envelope, then read slowly, holding the edge of the paper, under running water, remove the paper. As a result, no toner should remain on the paper, it will all be on the textolite.
At this stage, if defects occur, there are two ways to proceed. If there are too many defects, it is better to take acetone, wash off the toner from the textolite and try again (after repeating the process of cleaning the textolite with sandpaper).
An example of an irreparable defect (in this case, I started over):


If there are few defects, then you can take a marker for drawing printed circuit boards and supplement the flaws.
A good option, there are small holes in the "mass", but they can be painted over with a marker:

Corrected options. The green shaded areas are clearly visible:


Great, this was the most technologically difficult stage, then it will be easier.
Now you can pickle the board, i.e. remove excess foil from the textolite. The essence of etching is as follows: we place the board in a solution that corrodes the metal, while the metal under the toner (under the board pattern) remains unharmed, and the one around is removed.
I will say a few words about the solution. To poison, in my opinion, is better with ferric chloride, it is not expensive, it is very simple to prepare the solution, and in general it gives a good result. The recipe is simple: 1 part ferric chloride, 3 parts water and that's it! But there are other methods of etching.
Note: it is necessary to add water to the iron, and not vice versa, so it is necessary!
Note: There are two types of ferric chloride (which I have seen): anhydrous and 6-aqueous. Anhydrous, as the name implies, completely dry, and in the container in which it is sold there is always a lot of dust, this is not a problem. But when water is added, they will actively dissolve, there is a strong exothermic reaction (the solution heats up), with the release of some kind of gas (most likely it is chlorine or hydrogen chloride, well, everything is the same - a rare dirty trick), which CANNOT be inhaled, I recommend diluting it in air.
But 6-water iron is already better. This, in fact, is already a solution, water is added, wet lumps are obtained, which also need to be added to the water, but there is no such violent reaction anymore, the solution heats up, but not very quickly and not very strongly, but everything is safe and quiet (windows are still needed open).

Note: the advice that I give here is not the only correct one, on many forums you can meet people who get boards at a different concentration, a different grade of ferric chloride, etc. I just tried to summarize the most popular tips and personal experience. So, if these methods did not help, then try another method and you will succeed!
Have you prepared a solution? Fine! Choose a capacity. For one-sided, this choice is simple, we take a transparent (to see the etching process) plastic box with a lid, put the board on the bottom. But with double-sided boards, things are not so simple. It is necessary that the etching speed on each side be approximately the same, otherwise a situation may arise when one side has not yet been etched, and the tracks are already dissolving on the other. To prevent this from happening, you need to place the board vertically in the tank (so that it does not lie on the bottom), then the solution around will be homogeneous and the etching rate will be approximately the same. Therefore, it is necessary to take a high capacity in order for the board to fit in the "full height". It is better to choose a narrow transparent jar so that you can observe the etching process.


Next, the solution must be heated (put on a battery), this will increase the rate of the reaction, and shake it periodically to ensure uniform etching and to avoid the appearance of sediment on the board.
Note: someone puts it in the microwave and heats it there, but I don’t recommend you do this, because. I read on one forum that after this you can get poisoned by food from this microwave. There is no direct evidence, but it is better not to risk it!
Note: to ensure the uniformity of etching, you need to mix the solution (shake the container), but there are more technologically advanced methods. You can attach a bubble generator (from the aquarium) to the tank and then the bubbles will mix the solution. I have seen people make servo oscillating etching pots with a microcontroller that "shakes" according to a special algorithm! Here I do not consider in detail each option, because each has its own nuances and the article would then be very long. I described the easiest way, which is perfect for the first boards.
Wait, no need to rush!
To understand that the etching process has ended is very simple: there will be no trace of foil between the black toner. When this happens, you can withdraw the fee.
Then we carry it under water and wash off the remnants of the solution. We take alcohol or acetone and wash off the toner, foil tracks should remain under it. Great, is everything okay? Anywhere there are no "poisonous" places? Anywhere there are no "over-etched" places? Great! We can move on!


Note: When defects appear, this stage of production presents you with a serious choice: discard the defect and start over, or try to fix it. It depends on how serious the defects are and how high the demands you place on your work.
The next step is tinning the board. There are two main ways. The first one is the simplest. We take a flux for soldering (I use LTI-120, but not the one that looks like rosin varnish, which leaves terrible spots on the soldering field, but on an alcohol basis, it is much lighter), we generously lubricate the board with it on one side. We take solder and a soldering iron with a wide tip and begin to tin the board, i.e. cover the entire foil with solder.

Note: do not keep the soldering iron on the tracks for too long, because. textolite is of different quality and some tracks fall off very easily, especially thin ones. Be careful!
In this case, solder “streaks” or unpleasant-looking tubercles may appear on the board, it is better to deal with them with the help of a desoldering braid. In those places where it is necessary to remove excess solder, we conduct it, all excess solder is removed and a flat surface remains.
Note: you can immediately wrap the braid around the sting and tin it right away, it might even be easier.


The method is good, but in order to achieve an aesthetic appearance of the board, some experience and skill are required.
The second way is more difficult. You will need a metal container in which you can boil water. Pour water into a container, add a couple of tablespoons of citric acid and put on gas, bring to a boil. Solder should be chosen not simple, but with a low melting point, for example, Rose alloy (about 100 degrees Celsius). We throw a few balls to the bottom and see that they have melted. Now we throw the board onto these balls, then we take a stick (preferably a wooden one, so as not to burn our hands), wrap it with cotton and start rubbing the board, disperse the solder along the tracks, so you can achieve an even distribution of solder over the entire board.
The method is quite good, but more expensive, and you need to pick up a container, because you have to wield tools in it. It is better to use something with low sides.
Note: you will have to do this operation for quite some time, so it is better to open the window. With experience, you should get faster.
Note: many people do not speak well of Rosé's alloy due to its brittleness, but for tinning boards in this way, it is very suitable.
Note: I myself do not like this method, because I tried to use it when I made the first board and I remember well how inconvenient it was to "cook" this board in a tin can without tools .... Oh, it was terrible! But now...
Both methods have their advantages and disadvantages, the choice depends only on you and your capabilities, desires, skills.
Note: Next, I recommend ringing the board with a multimeter to make sure that there are no intersections of tracks anywhere that should not intersect, that there are no random "snots" anywhere, or some other surprise. If a problem is found, we take a soldering iron and remove excess solder, if it does not help, then we use a clerical knife and carefully separate the necessary places. This may mean that the board is not etched in some places, but that's okay.
To do this, use a small drill and a drill. Now special drills for printed circuit boards are sold with special sharpening and special grooves on the drill. At first I used a regular drill for metal with a thickness of 0.6 mm, then I switched to a special one and the result is very good. Firstly, even with my budget drill, any textolite is drilled without any problems, with almost no effort. The drill itself "bites" into it and pulls the tool along with it. Secondly, it leaves a neat inlet and outlet, without burrs, in contrast to a standard drill, which literally "tears" the textolite. Thirdly, this drill almost does not slip, i.e. you just need to get to the right place the first time and it will not go anywhere. Miracle, not a tool! But it also costs a little more than a regular drill.
Note: In order to "get into the right place right away" it is better to use an awl or a special tool for punching, just do not make too deep notches, this can point the drill in the wrong direction. Another thing: this drill has one drawback - it breaks easily, so it's better to use a special machine to drill holes or hold the drill strictly vertically. Believe me, it breaks very easily! Especially when you need to drill a hole of 0.3 mm or 0.2 mm, but this is already jewelry work.
Ready! That's actually all! We solder the through holes with thin wires and we get neat hemispheres on the board, it looks very personal. Now all you have to do is solder all the components of the circuit and make sure it works, but that's a topic for another article. And here's what happened to me:


That's all. Once again I want to emphasize that here I only tried to summarize all the materials that I managed to find about LUT, and my experience. It turned out a bit long, but in every case there are many nuances that must be taken into account in order to achieve the best result. The last piece of advice I can give you is to try, try to make boards, because skill comes with experience. And in the end I will give an epigraph once again: "... and experience is the son of difficult ERRORS ..."
If you have any questions, you can leave them in the comments. I would also appreciate constructive criticism.
Today we will speak in a slightly unusual role for ourselves, we will talk not about gadgets, but about the technologies behind them. A month ago we were in Kazan, where we met the guys from Navigator Campus. At the same time, we visited a nearby (well, relatively close) printed circuit board manufacturing plant - Technotech. This post is an attempt to figure out how those printed circuit boards are still produced. 
So, how do they make printed circuit boards for our favorite gadgets?
The factory knows how to make boards from start to finish - designing a board according to your specification, manufacturing fiberglass, production of single-sided and double-sided printed circuit boards, production of multilayer printed circuit boards, marking, checking, manual and automatic assembly and soldering of boards.
First, I'll show you how double-sided boards are made. Their technical process is no different from the production of single-sided printed circuit boards, except that in the manufacture of OPP, no operations are performed on the second side.
About PCB Fabrication Methods
In general, all methods of manufacturing printed circuit boards can be divided into two broad categories: additive (from the Latin additio- addition) and subtractive (from the Latin subtratio- taking away). An example of subtractive technology is the well-known LUT (Laser Ironing Technology) and its variations. In the process of creating a printed circuit board using this technology, we protect future tracks on a sheet of fiberglass with toner from a laser printer, and then bleed everything unnecessary in ferric chloride. In additive methods, conductive tracks, on the contrary, are deposited on the dielectric surface in one way or another.
Semi-additive methods (sometimes they are also called combined methods) are something between classical additive and subtractive methods. During the production of PCB by this method, part of the conductive coating may be etched off (sometimes almost immediately after application), but as a rule it happens faster/easier/cheaper than in subtractive methods. In most cases, this is due to the fact that most of the thickness of the tracks is built up by electroplating or chemical methods, and the layer that is etched is thin, and only serves as a conductive coating for electroplating.
I will show exactly the combined method.
Production of two-layer printed circuit boards by a combined positive method (semi-additive method)
Production of fiberglass
The process begins with the manufacture of foil fiberglass. Fiberglass is a material consisting of thin sheets of fiberglass (they look like a dense shiny fabric), impregnated with epoxy resin and pressed into a sheet in a stack. The fiberglass cloths themselves are also not too simple - they are woven (like a regular fabric in your shirt) thin, thin threads of ordinary glass. They are so thin that they can easily bend in any direction. It looks something like this:

You can see the orientation of the fibers in the long-suffering picture from Wikipedia:

In the center of the board, the light areas are the fibers running perpendicular to the cut, the slightly darker areas are parallel.
Or, for example, on a micrograph of tiberius, as far as I remember from this article:

So, let's begin.
The fiberglass cloth comes to production in the following bobbins: 
It is already impregnated with partially cured epoxy - such material is called prepreg, from English pre-im preg nated - pre-impregnated. Since the resin is already partially cured, it is no longer as sticky as in the liquid state - the sheets can be taken with your hands without fear of getting dirty in the resin at all. The resin will only become liquid when the foil is heated, and then only for a few minutes before it solidifies completely.
The required number of layers together with copper foil is collected on this apparatus: 
Here is the roll of foil. 
Next, the canvas is cut into pieces and enters the press with a height of two human heights: 
Pictured is Vladimir Potapenko, head of production.
The technology of heating during pressing is interestingly implemented: it is not the parts of the press that are heated, but the foil itself. A current is applied to both sides of the sheet, which, due to the resistance of the foil, heats the sheet of the future fiberglass. Pressing takes place at a greatly reduced pressure, to prevent the appearance of air bubbles inside the textolite 
During pressing, due to heating and pressure, the resin softens, fills the voids and after polymerization a single sheet is obtained.
Here's one: 
It is cut into blanks for boards by a special machine: 
Technotech uses two types of blanks: 305x450 - a small group blank, 457x610 - a large blank
After that, a route map is printed for each set of blanks, and the journey begins ... 
A route card is such a piece of paper with a list of operations, information about the fee and a barcode. To control the execution of operations, 1C 8 is used, which contains all information about orders, the technical process, and so on. After completing the next stage of production, a barcode is scanned on the route sheet and entered into the database.
Drilling blanks
The first stage in the production of single-layer and double-layer printed circuit boards is drilling holes. With multilayer boards, things are more complicated, and I will talk about this later. Blanks with route sheets arrive at the drilling site: 
A package for drilling is assembled from blanks. It consists of a substrate (plywood type material), one to three identical printed circuit board blanks and aluminum foil. The foil is needed to determine the touch of the drill on the surface of the workpiece - this is how the machine determines the breakage of the drill. Even with each grip of the drill, he controls its length and sharpening with a laser.

After assembling the package, it is laid in this machine:

It is so long that I had to stitch together this photo from several frames. This is a Swiss Posalux machine, unfortunately I do not know the exact model. According to the characteristics, it is close to this. It eats a three-time three-phase power supply with a voltage of 400V, and consumes 20 kW during operation. The weight of the machine is about 8 tons. It can process four packages at the same time using different programs, which gives a total of 12 fees per cycle (naturally, all workpieces in one package will be drilled the same way). Drilling cycle - from 5 minutes to several hours, depending on the complexity and number of holes. Average time is about 20 minutes. In total, the technotech has three such machines.

The program is developed separately, and loaded over the network. All the operator has to do is scan the barcode of the batch and place the bag of blanks inside. Tool magazine capacity: 6000 drills or cutters.

There is a large cabinet with drills nearby, but the operator does not need to control the sharpening of each drill and change it - the machine knows the degree of wear of the drills all the time - it records in its memory how many holes were drilled by each drill. When the resource is exhausted, he changes the drill to a new one, the old drills will be unloaded from the container and sent for re-sharpening.

This is what the inside of the machine looks like:

After drilling, a mark is made in the route sheet and the base, and the board is sent by stage to the next stage.

Cleaning, activation of blanks and chemical copper plating.
Although the machine uses its “vacuum cleaner” during and after drilling, the surface of the board and holes still needs to be cleaned of dirt and prepared for the next technological operation. To begin with, the board is simply cleaned in a cleaning solution with mechanical abrasives. 
Inscriptions, from left to right: "Brushing chamber top/bottom", "Washing chamber", "Neutral zone".
The board becomes clean and shiny:

After that, in a similar installation, the process of surface activation is carried out. A serial number is entered for each surface. Surface Activation is the preparation for depositing copper on the inside surface of the holes to create vias between the layers of the board. Copper cannot settle on an unprepared surface, so the board is treated with special palladium-based catalysts. Palladium, unlike copper, is easily deposited on any surface, and further serves as crystallization centers for copper. Activation installation:

After that, successively passing through several baths in another similar installation, the workpiece acquires a thin (less than a micron) layer of copper in the holes. 
Further, this layer is increased by electroplating to 3-5 microns - this improves the resistance of the layer to oxidation and damage.
Application and exposure of photoresist, removal of unexposed areas.
Then the board is sent to the area for applying the photoresist. They didn't let us in because it's closed, and in general, the room is clean, so we'll limit ourselves to photographs through the glass. I saw something similar in Half-Life (I'm talking about pipes descending from the ceiling): 
Actually, the green film on the drum is the photoresist.

Further, from left to right (in the first photo): two installations for applying photoresist, then automatic and manual frames for illumination according to pre-prepared photomasks. The automatic frame has a control that takes into account the tolerance for alignment with fiducial points and holes. In a manual frame, the mask and board are combined by hand. Silk-screen printing and solder mask are exhibited on the same frames. Next is the installation of developing and cleaning the boards, but since we didn’t get there, I don’t have photos of this part. But there is nothing interesting there - approximately the same conveyor as in the "activation", where the workpiece passes successively several baths with different solutions.
And in the foreground is a huge printer that prints these same photomasks:

Here is the board applied, exposed and developed:

Please note that the photoresist is applied to places where in the future will not copper - the mask is negative, not positive, as in LUT-e or home photoresist. This is because in the future the build-up will take place in the places of future tracks.

This is also a positive mask:

All these operations take place under non-actinic illumination, the spectrum of which is chosen in such a way as not to affect the photoresist at the same time and to provide maximum illumination for human work in a given room.
I love ads that I don't understand the meaning of:

Galvanic plating
Now came through her majesty - galvanic plating. In fact, it was already carried out at the last stage, when a thin layer of chemical copper was built up. But now the layer will be increased even more - from 3 microns to 25. This is the layer that conducts the main current in the vias. This is done in such baths: 
In which complex compositions of electrolytes circulate:

And a special robot, obeying the programmed program, drags boards from one bath to another:

One cycle of copper plating takes 1 hour 40 minutes. 4 blanks can be processed in one pallet, but there can be several such pallets in the bath.
Metal resist deposition
The next operation is another galvanic plating, only now the deposited material is not copper, but POS - lead-tin solder. And the coating itself, by analogy with a photoresist, is called a metal resist. Boards are installed in the frame: 
This frame goes through several galvanic baths already familiar to us:

And covered with a white layer of POS-a. In the background, another board is visible, not yet processed:

Photoresist removal, copper etching, metal resist removal

Now the photoresist is washed off the boards, it has fulfilled its function. Now on the still copper board there are tracks covered with metal resist. On this installation, etching takes place in a tricky solution, which etches copper, but does not touch the metal resist. As far as I remember, it consists of ammonium carbonate, ammonium chloride and ammonium hydroxide. After etching, the boards look like this:

The traces on the board are a "sandwich" of the bottom layer of copper and the top layer of galvanic PIC. Now, with another even more tricky solution, another operation is performed - the POS-a layer is removed without affecting the copper layer.

True, sometimes the POS is not removed, but melted in special furnaces. Or the board goes through a hot tinning (HASL process) - when it is lowered into a large bath of solder. First, it is covered with rosin flux:

And it is installed in this machine:

He dips the board into the solder bath and immediately pulls it back out. Air currents blow off excess solder, leaving only a thin layer on the board. The pay is like this:

But in fact, the method is a little “barbaric” and does not work very well on boards, especially multilayer boards - when immersed in a solder melt, the board suffers a temperature shock, which does not work very well on the internal elements of multilayer boards and thin tracks of single and double layers.
It is much better to cover with immersion gold or silver. Here is some very good information about immersion coatings if anyone is interested.
We did not visit the site of immersion coatings, for a banal reason - it was closed, and it was too lazy to go for the key. It's a pity.
Electrotest
Next, almost finished boards are sent for visual inspection and electrical testing. An electrotest is when the connections of all contact pads are checked to see if there are breaks anywhere. It looks very funny - the machine holds the board and quickly pokes it with probes. You can watch a video of this process in my instagram(by the way, you can subscribe there). And as a photo it looks like this: 
That big car on the left is the electrotest. And here are the probes themselves closer:

In the video, however, there was another machine - with 4 probes, and here there are 16 of them. They say that it is much faster than all three old machines with four probes combined.
Solder mask application and pad coating
The next technological process is the application of a solder mask. The same green (well, most often green. In general, it comes in very different colors) coating that we see on the surface of the boards. Prepared boards: 
They are laid in such an automatic machine:

Which, through a thin mesh, smears a semi-liquid mask on the surface of the board:

The application video, by the way, can also be viewed in instagram(and subscribe too :)
After that, the boards are dried until the mask is no longer sticky and exposed in the same yellow room we saw above. After that, the unexposed mask is washed off, exposing the contact patches:

Then they are covered with a topcoat - hot tinning or immersion application:

And they apply the marking - silk-screen printing. These are white (most often) letters that show where which connector and which element is located here.
It can be applied using two technologies. In the first case, everything happens in the same way as with a solder mask, only the color of the composition differs. It covers the entire surface of the board, then it is exposed, and the areas not cured by ultraviolet light are washed off. In the second case, it is applied by a special printer that prints with a tricky epoxy composition:

It's cheaper and much faster. The military, by the way, do not favor this printer, and constantly indicate in the requirements for their boards that the marking is applied only with a photopolymer, which greatly upsets the chief technologist.
Manufacture of multilayer printed circuit boards using the through-hole metallization method:
Everything that I described above concerns only single-sided and double-sided printed circuit boards (at the factory, by the way, no one calls them that, everyone says OPP and DPP). Multilayer boards (MPB) are made on the same equipment, but using a slightly different technology. Manufacturing of cores
The core is an inner layer of thin textolite with copper conductors on it. There can be from 1 such cores in the board (plus two sides - a three-layer board) to 20. One of the cores is called golden - this means that it is used as a reference - the layer on which all the others are exposed. Kernels look like this: 
They are made in exactly the same way as conventional boards, only the thickness of the fiberglass is very small - usually 0.5 mm. The sheet is so thin that it can be bent like thick paper. Copper foil is applied to its surface, and then all the usual stages take place - deposition, exposure of the photoresist and etching. The result of this is the following sheets:

After manufacturing, the tracks are checked for integrity on the machine, which compares the pattern of the board through the light with a photomask. In addition, there is also a visual control. And it’s really visual - people sit and look at the blanks:

Sometimes one of the stages of control issues a verdict about the poor quality of one of the blanks (black crosses):

This sheet of boards, in which a defect has occurred, will still be completely manufactured, but after cutting, the defective board will go to the trash. After all the layers are made and tested, it is the turn of the next technological operation.
Assembling the cores in a bag and pressing
This takes place in a hall called "Pressing Area": 
The cores for the board are laid out in this stack:

And next to it is a map of the location of the layers:

After that, a semi-automatic board pressing machine comes into play. Its semi-automaticity lies in the fact that the operator must, at her command, give her the kernels in a certain order.

Shifting them for isolation and gluing with prepreg sheets:

And then the magic begins. The machine captures and transfers sheets to the working field:

And then combines them along the fiducial holes relative to the gold layer.

Further, the workpiece enters the hot press, and after heating and polymerization of the layers - into the cold press. After that, we get the same fiberglass sheet, which is no different from blanks for two-layer printed circuit boards. But inside he has a good heart, several cores with formed paths, which, however, are not yet interconnected in any way and are separated by insulating layers of polymerized prepreg. Further, the process goes through the same stages that I have already described earlier. True, with a slight difference.
Drilling blanks
When assembling an OPP and DPP package for drilling, it does not need to be centered, and it can be assembled with some tolerance - anyway, this is the first technological operation, and everyone else will be guided by it. But when assembling a package of multilayer printed circuit boards, it is very important to attach to the inner layers - when drilling, the hole must pass through all the internal contacts of the cores, connecting them in ecstasy during metallization. Therefore, the package is assembled on such a machine: 
This is an X-ray drilling machine that sees internal metal fiducial marks through the textolite and, according to their location, drills base holes into which fasteners are inserted to install the package into the drilling machine.

Metallization
Then everything is simple - the workpieces are drilled, cleaned, activated and metallized. The plating of the hole connects all the copper heels inside the printed circuit board: 
Thus, completing the electronic circuit of the insides of the printed circuit board.
Checking and thinning
Further, a piece is cut off from each board, which is ground and examined under a microscope, in order to make sure that all the holes are normal. 
These pieces are called thin sections - transversely cut parts of the printed circuit board, which allow you to evaluate the quality of the board as a whole and the thickness of the copper layer in the central layers and vias. In this case, not a separate board is allowed under the cut, but the entire set of via hole diameters specially made from the edge of the board, which are used in the order. A thin section poured into transparent plastic looks like this:

Milling or scribing
Further, the boards that are on the group blank must be divided into several parts. This is done either on a milling machine: 
Which cuts the desired contour with a cutter. Another option is scribing, this is when the board outline is not cut out, but cut with a round knife. This is faster and cheaper, but only allows you to make rectangular boards, without complex contours and internal cutouts. Here is the scribbled board:

And here is the cut one:

If only the manufacture of boards was ordered, then this is where everything ends - the boards are stacked:

It turns into the same route sheet:

And waiting to be sent.
And if you need assembly and sealing, then there is something else interesting ahead.
Assembly

Then the board, if necessary, goes to the assembly site, where the necessary components are soldered onto it. If we are talking about manual assembly, then everything is clear, people are sitting (by the way, mostly women, when I went to them, my ears curled up from the song from the tape recorder “God, what a man”):

And collect, collect:

But if we talk about automatic assembly, then everything is much more interesting there. It happens here on such a long 10-meter installation, which does everything - from applying solder paste to soldering along thermal profiles.

By the way, everything is serious. Even the rugs are grounded there:

As I said, it all starts with the fact that they are installed on an uncut sheet with printed circuit boards along with a metal template at the beginning of the machine. Solder paste is thickly smeared on the template, and the doctor blade passing from above leaves precisely measured amounts of solder paste in the recesses of the template.

The template rises and the solder paste is placed in the right places on the board. Cassettes with components are installed in compartments:

Each component is loaded into its corresponding cassette:

The computer that controls the machine is told where which component is located:

And he begins to arrange the components on the board.

It looks like this (video is not mine). You can watch forever
The component installer is called the Yamaha YS100 and is capable of installing 25,000 components per hour (one takes 0.14 seconds).
Then the board passes the hot and cold zones of the oven (cold - this means "only" 140 ° C, compared to 300 ° C in the hot part). Having spent a strictly defined time in each zone with a strictly defined temperature, the solder paste melts, forming one whole with the legs of the elements and the printed circuit board:

The soldered sheet of boards looks like this:

All. The board is cut, if necessary, and packed in order to leave for the customer soon:

Examples
Finally, examples of what technotech can do. For example, the design and manufacture of multilayer boards (up to 20 layers), including boards for BGA components and HDI boards: 
C with all "numbered" military acceptances (yes, the number and date of manufacture are manually put on each board - this is required by the military):

Design, manufacture and assembly of boards of almost any complexity, from our own or from customer's components:

And RF, microwave, boards with a metallized end and a metal base (I did not take photos of this, unfortunately).
Of course, they are not a competitor to resonance in terms of rapid prototype boards, but if you have more than 5 pieces, I recommend asking them for the cost of manufacturing - they really want to work with civilian orders.
And yet, there is still production in Russia. No matter what they say.
Finally, you can catch your breath, raise your eyes to the ceiling and try to figure out the intricacies of pipes: 